Xu Feifei, Fang Fengzhou, Zhang Xiaodong
State Key Laboratory of Precision Measuring Technology and Instruments, Centre of MicroNano Manufacturing Technology, Tianjin University, Tianjin, 300072, China.
Institute of Mechanical Manufacturing Technology, China Academy of Engineering Physics, Sichuan, 621900, China.
Nanoscale Res Lett. 2017 Dec;12(1):359. doi: 10.1186/s11671-017-2136-3. Epub 2017 May 19.
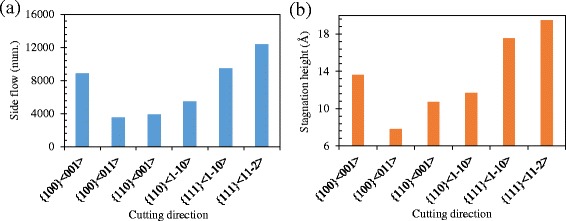
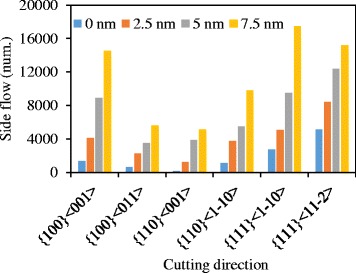
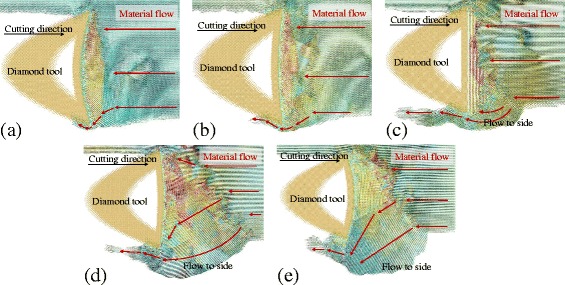
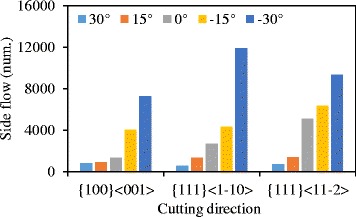
The side flow of material in nano cutting is one of the most important factors that deteriorate the machined surface quality. The effects of the crystallographic orientation, feed, and the cutting tool geometry, including tool edge radius, rake angle and inclination angle, on the side flow are investigated employing molecular dynamics simulation. The results show that the stagnation region is formed in front of tool edge and it is characterized by the stagnation radius R and stagnation height h . The side flow is formed because the material at or under the stagnation region is extruded by the tool edge to flow to the side of the tool edge. Higher stagnation height would increase the size of the side flow. The anisotropic nature of the material which partly determines the stagnation region also influences the side flow due to the different deformation mechanism under the action of the tool edge. At different cutting directions, the size of the side flow has a great difference which would finally affect the machined surface quality. The cutting directions of {100} < 011>, {110} < 001>, and {110} < 1-10 > are beneficial to obtain a better surface quality with small side flow. Besides that, the side flow could be suppressed by reducing the feed and optimizing the cutting tool geometry. Cutting tool with small edge radius, large positive rake angle, and inclination angle would decrease the side flow and consequently improve the machined surface quality.
纳米切削中材料的侧向流动是恶化加工表面质量的最重要因素之一。采用分子动力学模拟研究了晶体取向、进给量以及刀具几何形状(包括刃口半径、前角和倾斜角)对侧向流动的影响。结果表明,在刀具刃口前方形成了停滞区域,其特征为停滞半径R和停滞高度h。侧向流动的形成是因为停滞区域处或其下方的材料被刀具刃口挤压而流向刀具刃口的侧面。较高的停滞高度会增大侧向流动的尺寸。材料的各向异性部分决定了停滞区域,由于在刀具刃口作用下的变形机制不同,其也会影响侧向流动。在不同的切削方向上,侧向流动的尺寸有很大差异,这最终会影响加工表面质量。{100}<011>、{110}<001>和{110}<1-10>的切削方向有利于获得侧向流动小且表面质量更好的加工效果。除此之外,可通过减小进给量和优化刀具几何形状来抑制侧向流动。刃口半径小、前角大且为正、倾斜角大的刀具会减小侧向流动,从而提高加工表面质量。