Gebisa Aboma Wagari, Lemu Hirpa G
Department of Mechanical and Structural Engineering and Materials Science, University of Stavanger, N-4036 Stavanger, Norway.
Materials (Basel). 2018 Mar 27;11(4):500. doi: 10.3390/ma11040500.
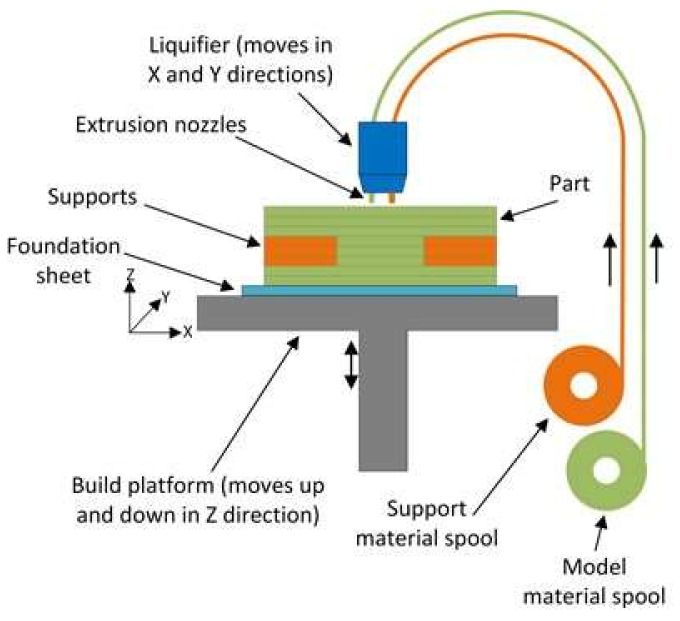
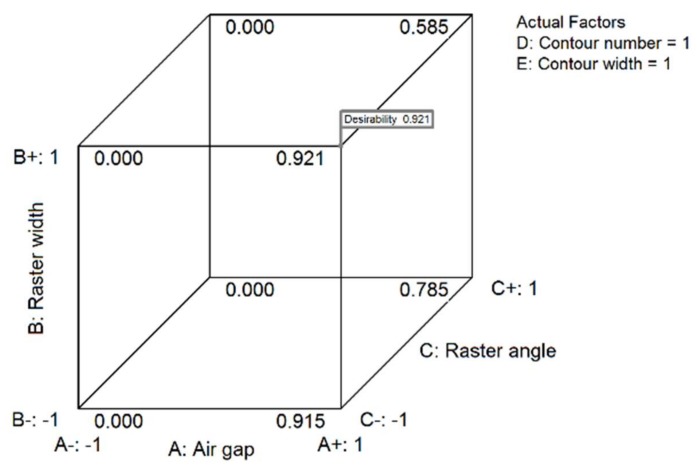
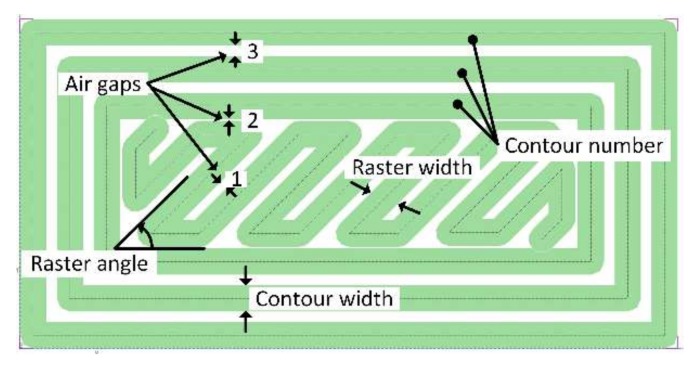
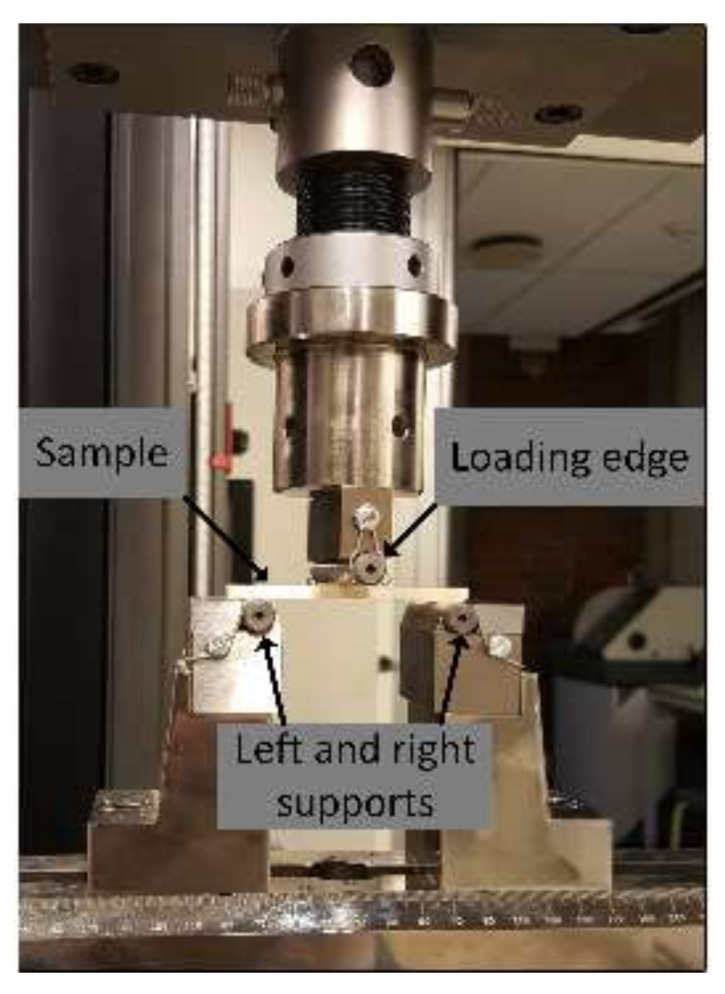
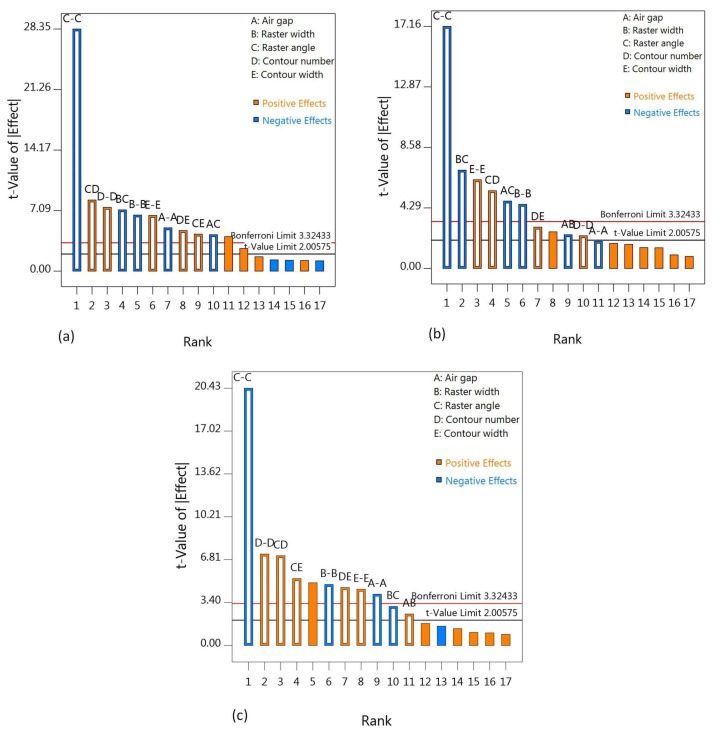
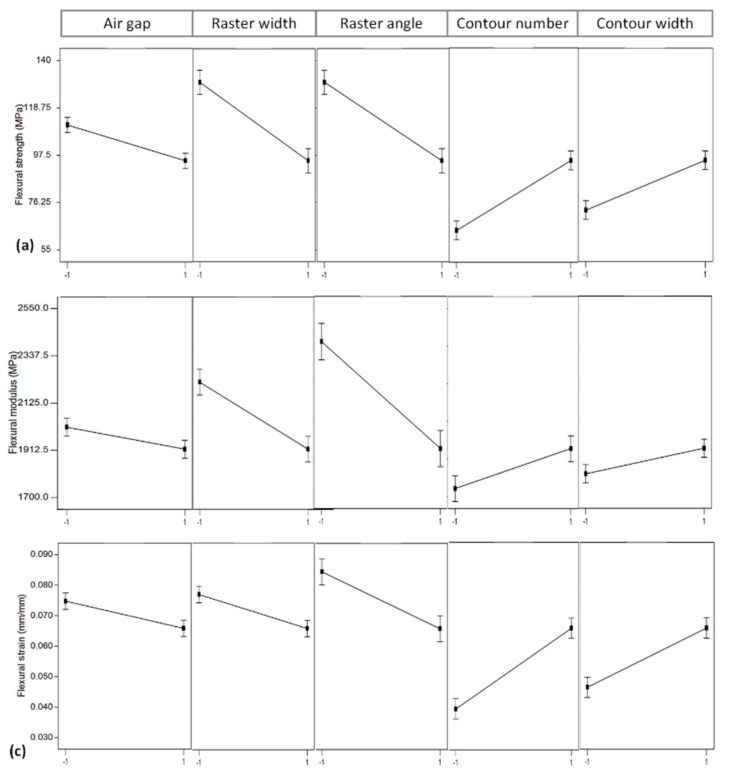
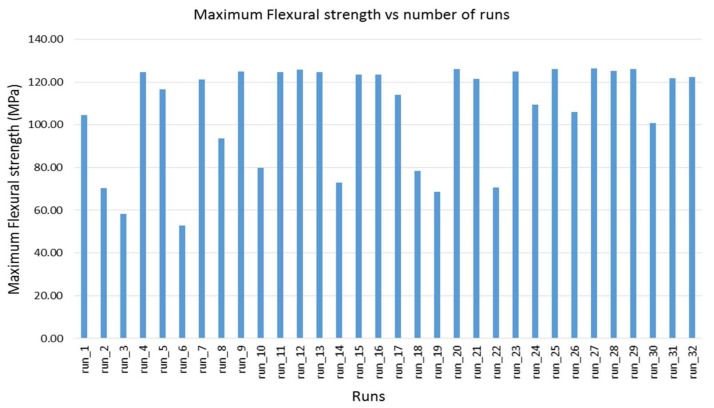
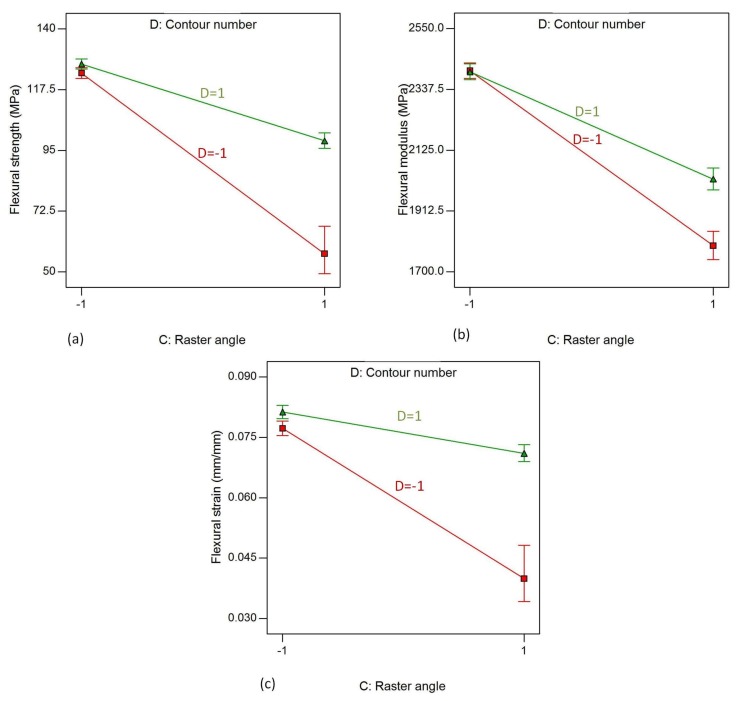
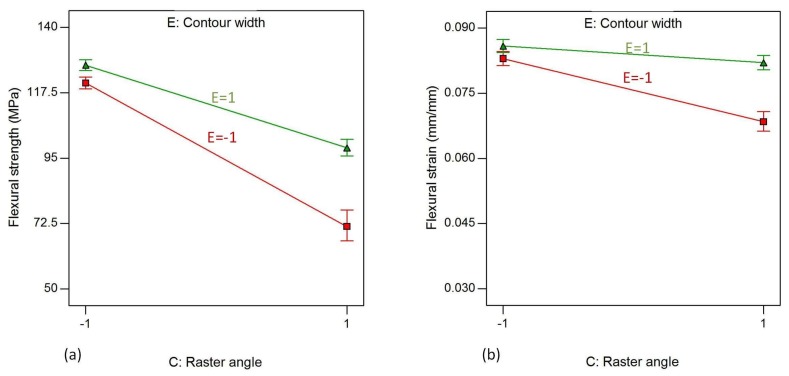
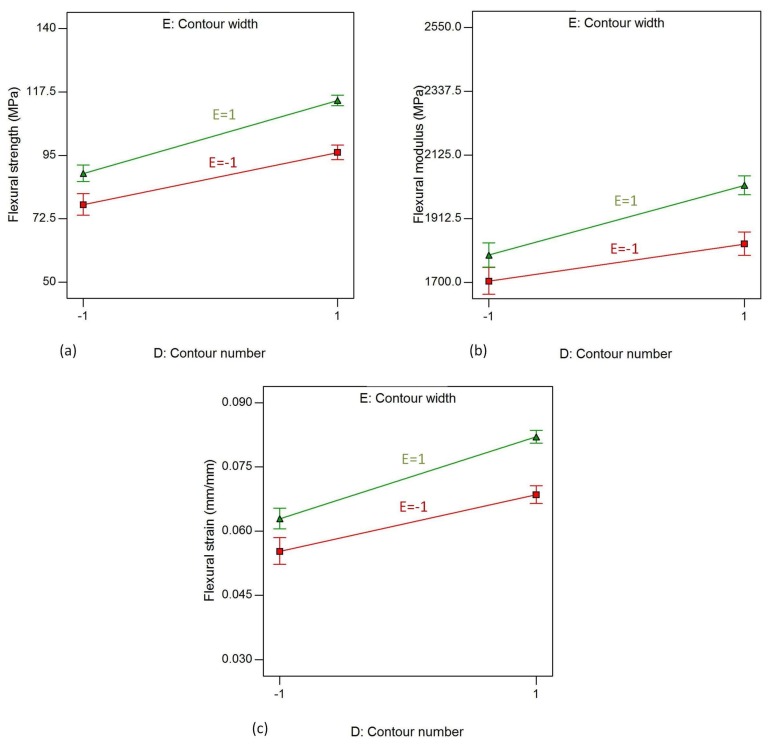
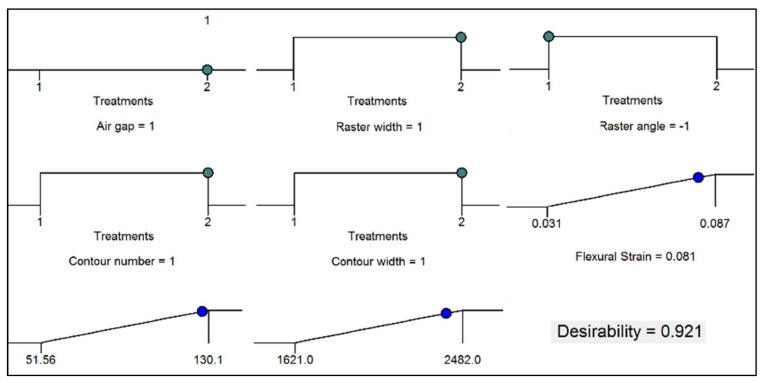
Fused-deposition modeling (FDM), one of the additive manufacturing (AM) technologies, is an advanced digital manufacturing technique that produces parts by heating, extruding and depositing filaments of thermoplastic polymers. The properties of FDM-produced parts apparently depend on the processing parameters. These processing parameters have conflicting advantages that need to be investigated. This article focuses on an investigation into the effect of these parameters on the flexural properties of FDM-produced parts. The investigation is carried out on high-performance ULTEM 9085 material, as this material is relatively new and has potential application in the aerospace, military and automotive industries. Five parameters: air gap, raster width, raster angle, contour number, and contour width, with a full factorial design of the experiment, are considered for the investigation. From the investigation, it is revealed that raster angle and raster width have the greatest effect on the flexural properties of the material. The optimal levels of the process parameters achieved are: air gap of 0.000 mm, raster width of 0.7814 mm, raster angle of 0°, contour number of 5, and contour width of 0.7814 mm, leading to a flexural strength of 127 MPa, a flexural modulus of 2400 MPa, and 0.081 flexural strain.
熔融沉积成型(FDM)是增材制造(AM)技术之一,是一种先进的数字制造技术,通过加热、挤压和沉积热塑性聚合物长丝来生产零件。FDM制造的零件性能显然取决于加工参数。这些加工参数具有相互矛盾的优点,需要进行研究。本文重点研究这些参数对FDM制造零件弯曲性能的影响。研究针对高性能ULTEM 9085材料进行,因为这种材料相对较新,在航空航天、军事和汽车工业中有潜在应用。研究考虑了五个参数:气隙、光栅宽度、光栅角度、轮廓数量和轮廓宽度,并采用全因子实验设计。研究表明,光栅角度和光栅宽度对材料的弯曲性能影响最大。实现的工艺参数最佳水平为:气隙0.000毫米、光栅宽度0.7814毫米、光栅角度0°、轮廓数量5和轮廓宽度0.7814毫米,弯曲强度为127兆帕、弯曲模量为2400兆帕、弯曲应变为0.081。