Wu Jinxing, Zhan Gang, He Lin, Zou Zhongfei, Zhou Tao, Du Feilong
School of Mechanical Engineering, Guizhou University, Guiyang 550025, China.
School of Mechanical and Electrical Engineering, GuiZhou MinZu University, GuiYang 550025, China.
Materials (Basel). 2020 Mar 9;13(5):1236. doi: 10.3390/ma13051236.
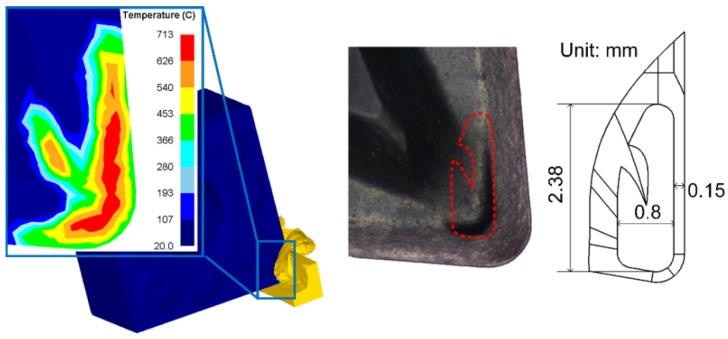
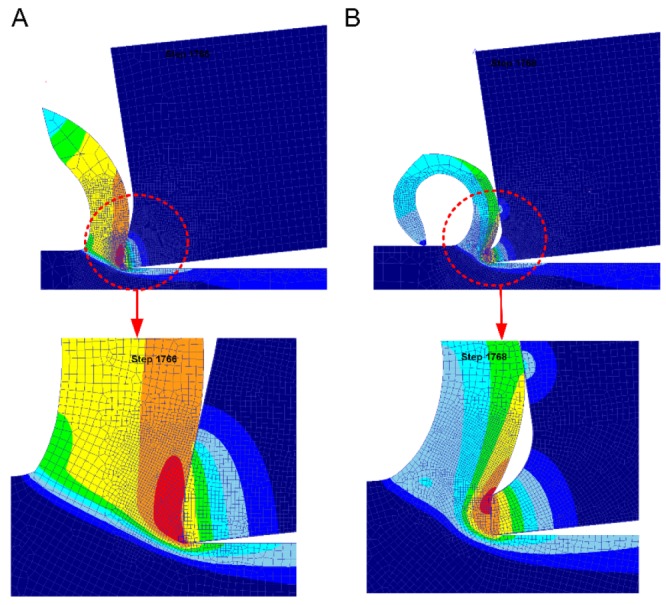
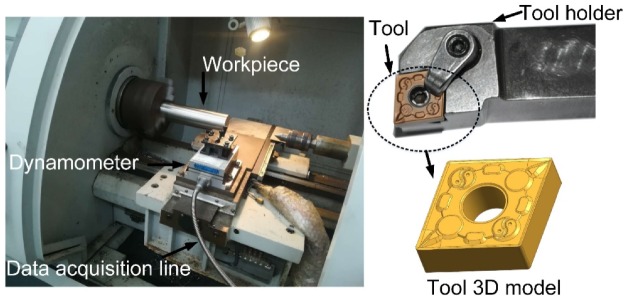
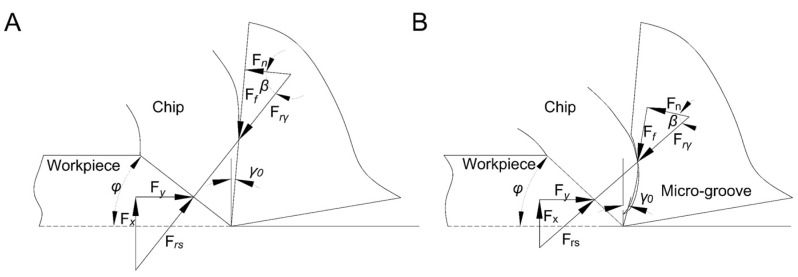
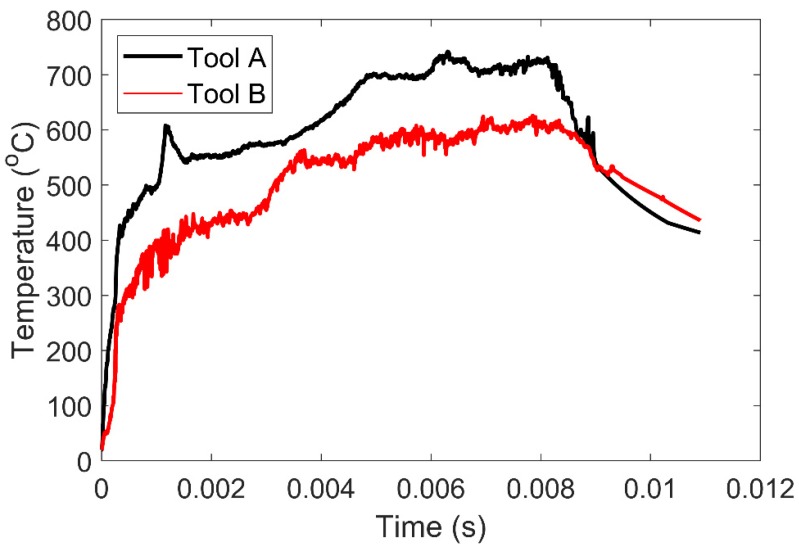
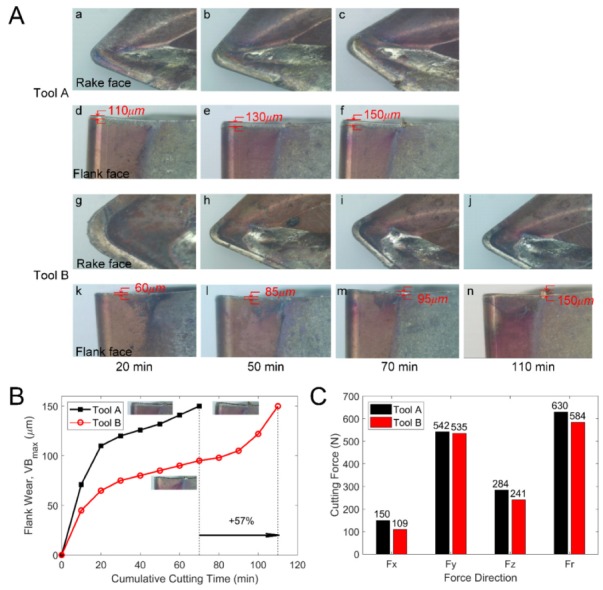
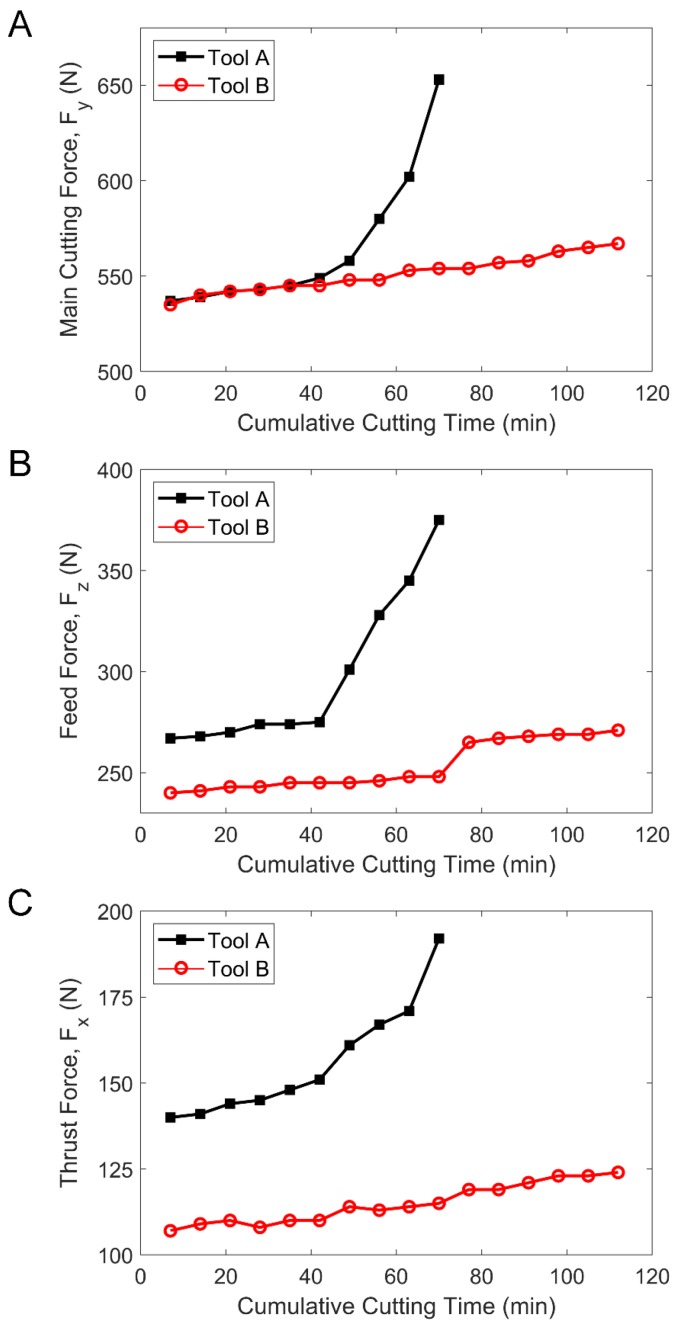
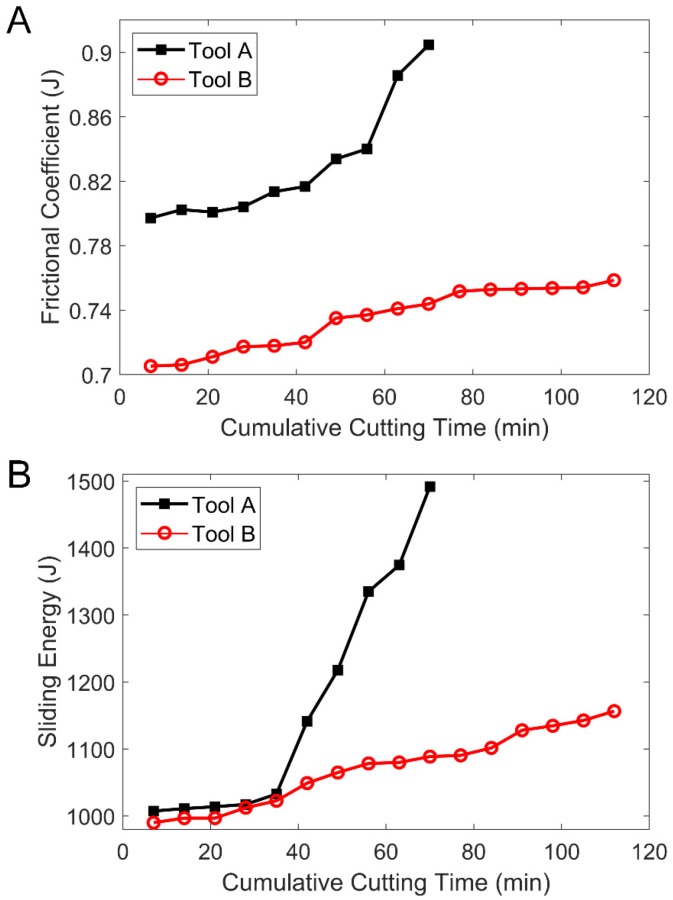
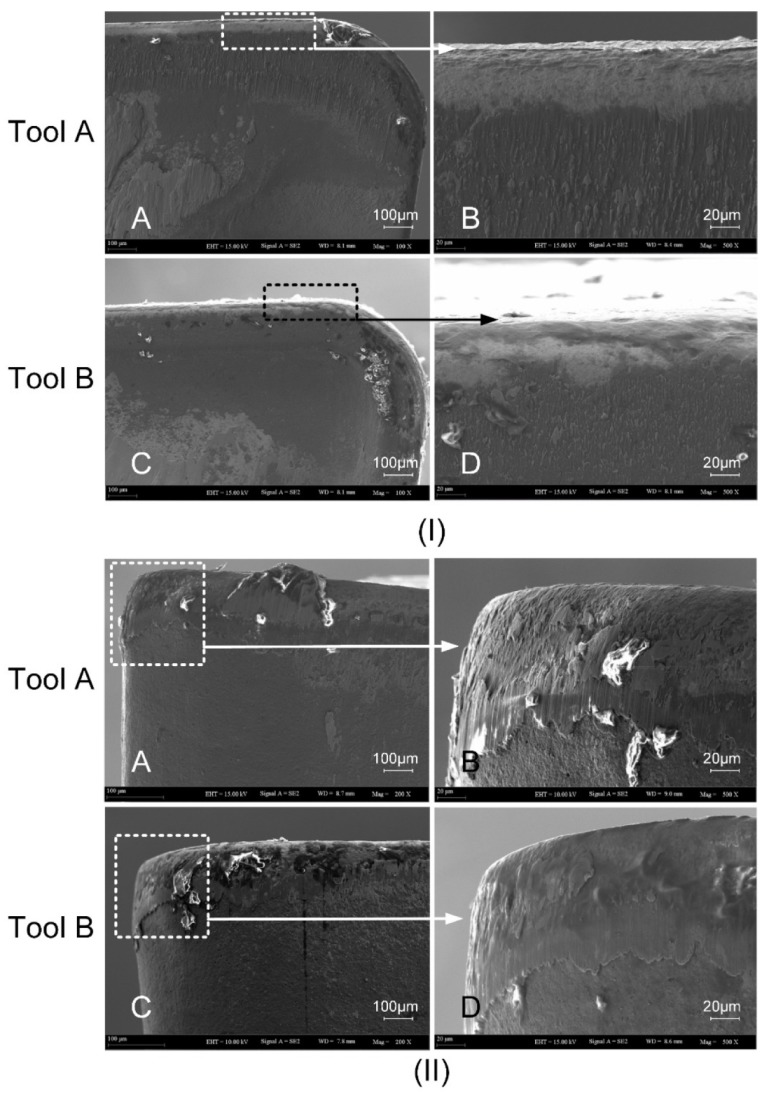
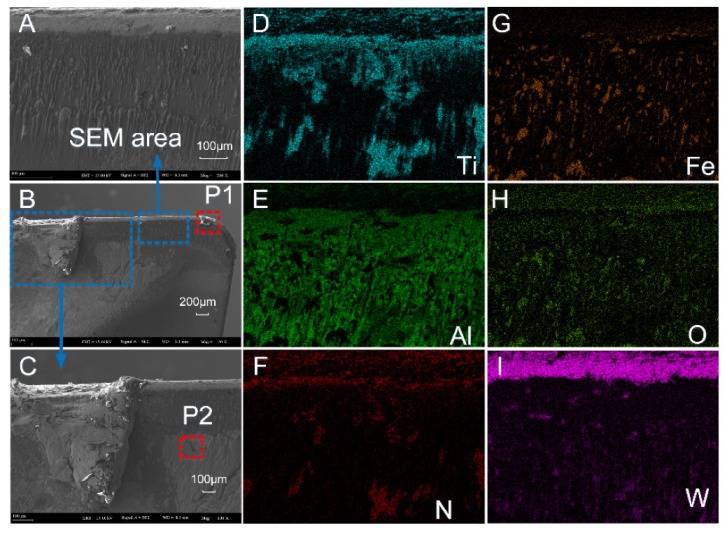
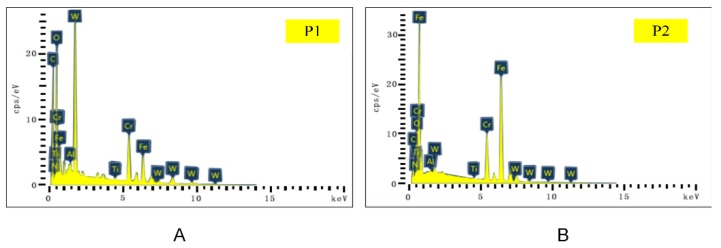
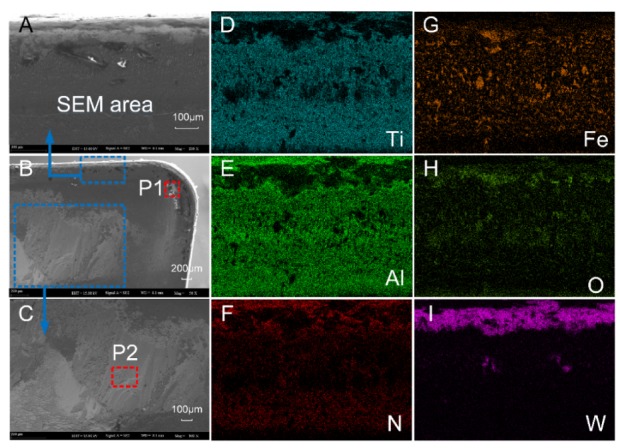
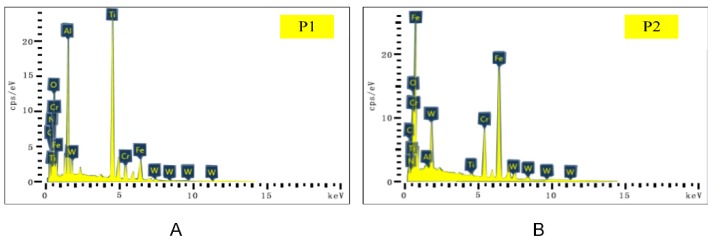
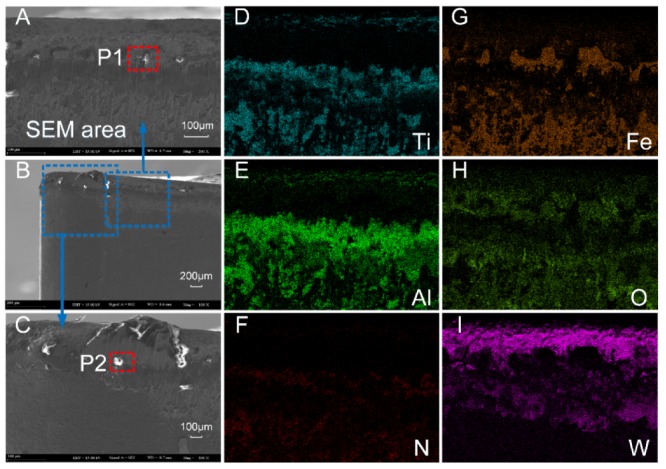
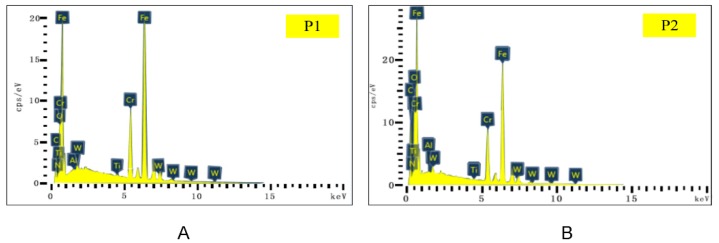
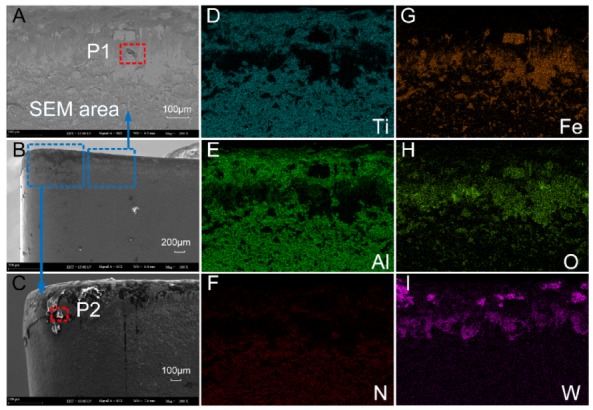
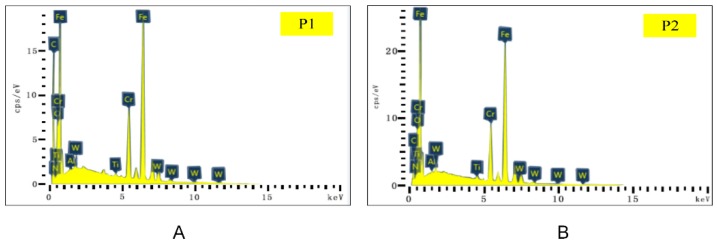
AISI 304 has good physical and chemical properties and thus is widely used. However, due to the low thermal diffusivity, the cutting temperature of AISI 304 is high accelerating the wear of the tool. Therefore, tool wear is a major problem in machining hard cutting materials. In this study, we developed a new type of micro-groove tool whose rake surface was distributed with micro-groove by powder metallurgy based on the finite element temperature field morphology. We compared the wear of the proposed micro-groove tool with an untreated one by using a scanning electron microscope (SEM) and an X-ray energy spectrum. The abrasive, adhesive, and oxidation wear of the rake and the flank face of the micro-groove tool were lower than that of the untreated one. Due to the micro-groove on the rake face of the tool, the contact length between the tool and chip was reduced, leaving more extension space. Furthermore, chip extrusion deformation was avoided, and the energy caused by chip deformation was reduced. After 70 min of cutting, the counterpart reached the specified wear amount while the main cutting force, the feed resistance, and the cutting depth resistance of the proposed micro-groove tool were reduced by 16.1%, 33.9%, and 40.1%, respectively. With regard to steady state, the cutting temperature was reduced by 17.2% and the wear width of the flank face was reduced by 36.7%.
AISI 304具有良好的物理和化学性能,因此被广泛应用。然而,由于热扩散率低,AISI 304的切削温度较高,加速了刀具的磨损。因此,刀具磨损是加工硬切削材料时的一个主要问题。在本研究中,我们基于有限元温度场形态,通过粉末冶金开发了一种新型微槽刀具,其前刀面分布有微槽。我们使用扫描电子显微镜(SEM)和X射线能谱比较了所提出的微槽刀具与未处理刀具的磨损情况。微槽刀具前刀面和后刀面的磨粒磨损、粘着磨损和氧化磨损均低于未处理刀具。由于刀具前刀面上的微槽,刀具与切屑之间的接触长度减小,留出了更多的延伸空间。此外,避免了切屑挤压变形,降低了切屑变形产生的能量。切削70分钟后,对比刀具达到规定磨损量,而所提出的微槽刀具的主切削力、进给抗力和切削深度抗力分别降低了16.1%、33.9%和40.1%。在稳态方面,切削温度降低了17.2%,后刀面磨损宽度降低了36.7%。