Ahmed Naveed, Naeem Muhammad Ahmad, Rehman Ateekh Ur, Rafaqat Madiha, Umer Usama, Ragab Adham E
Industrial Engineering Department, College of Engineering and Architecture, Al-Yamamah University, Riyadh 11512, Saudi Arabia.
Department of Industrial and Manufacturing Engineering, University of Engineering and Technology, Lahore 54890, Pakistan.
Micromachines (Basel). 2020 Dec 22;12(1):1. doi: 10.3390/mi12010001.
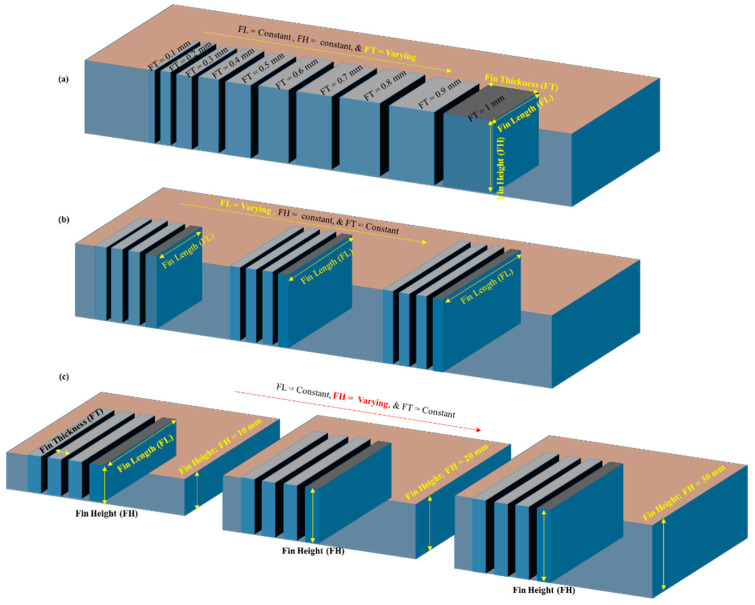
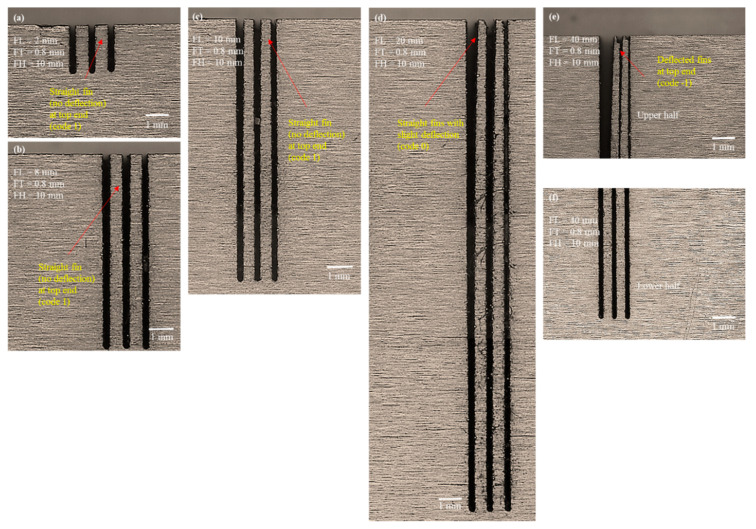
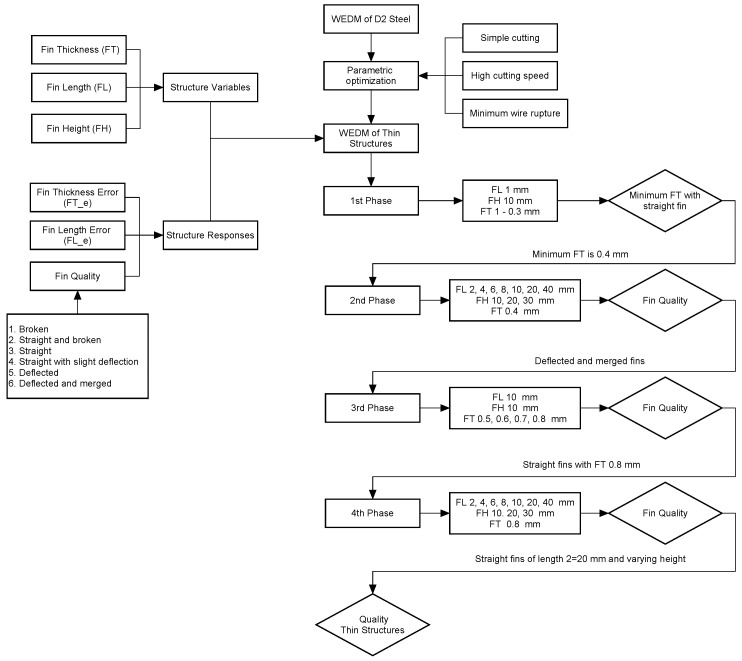
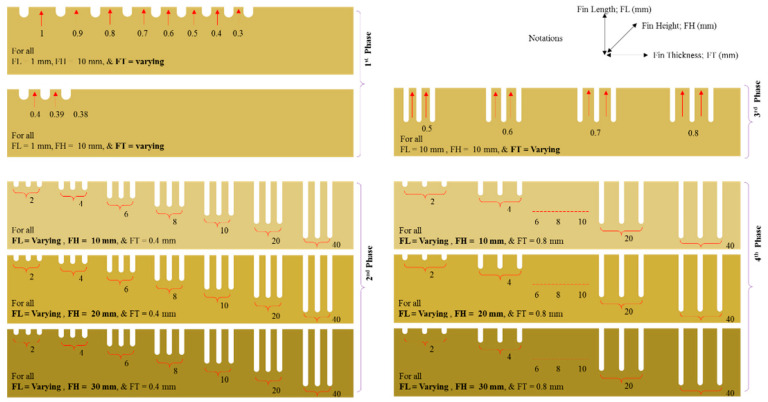
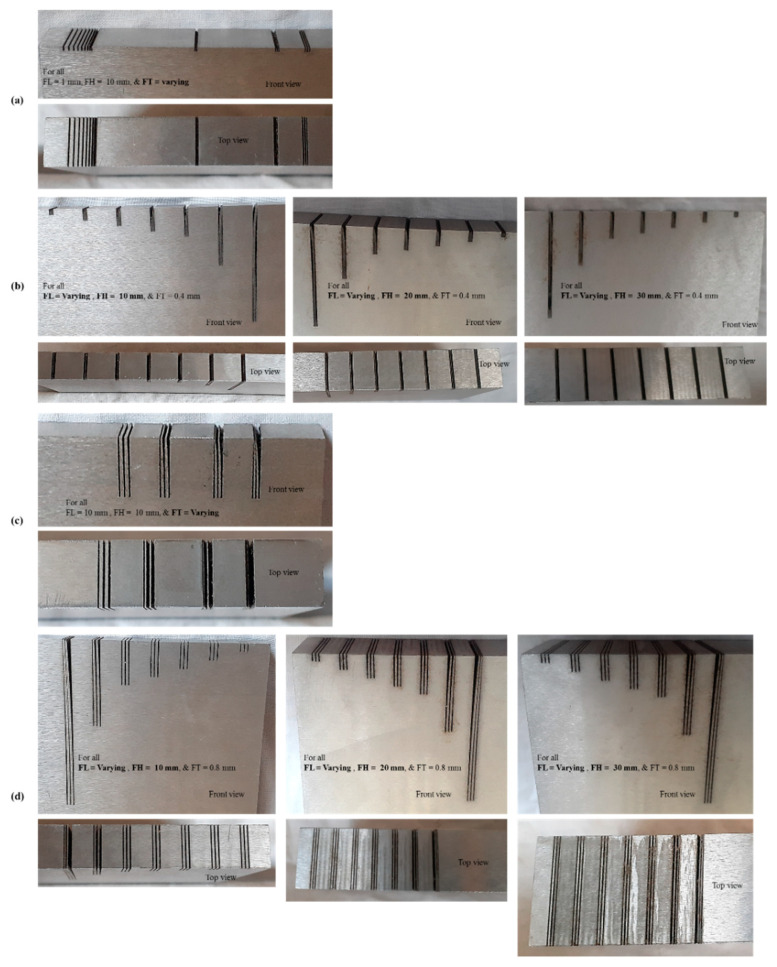
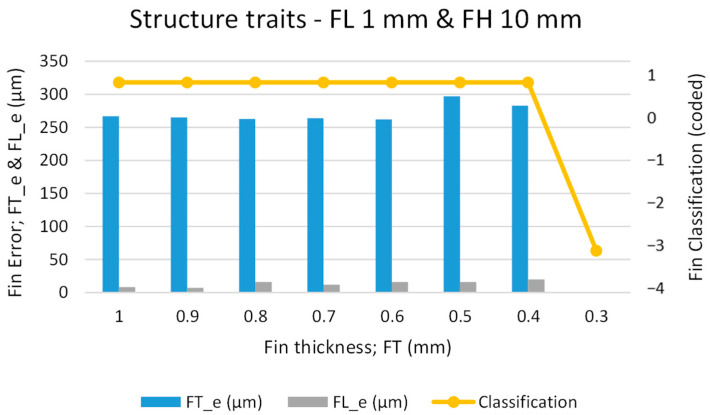
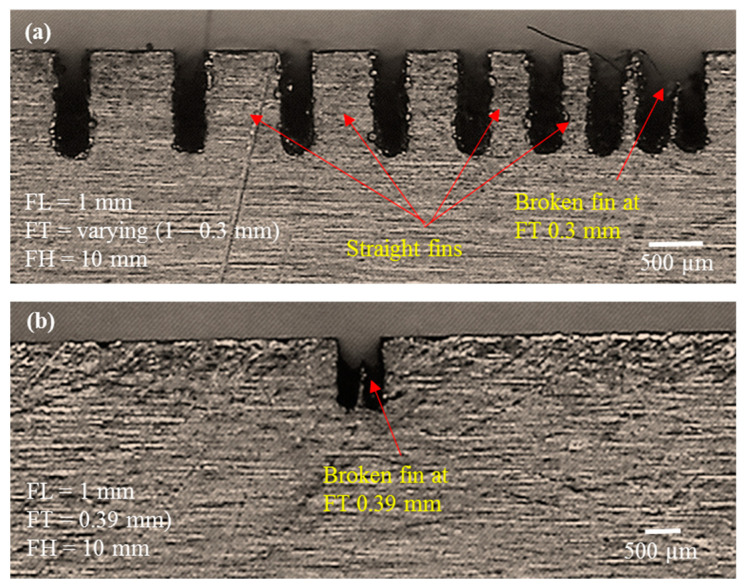
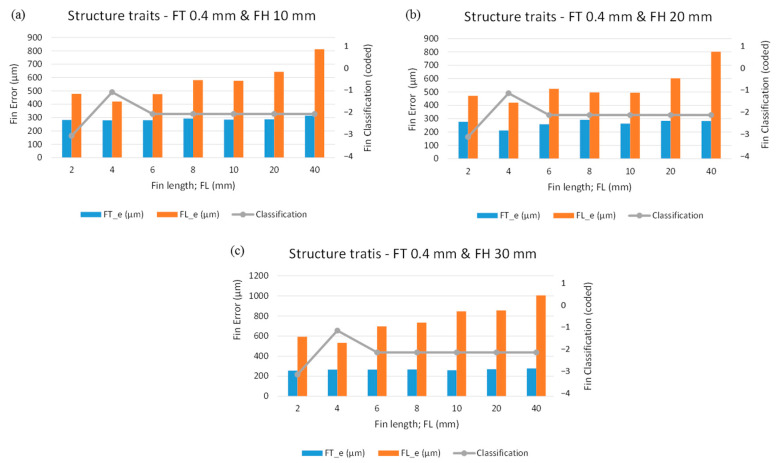
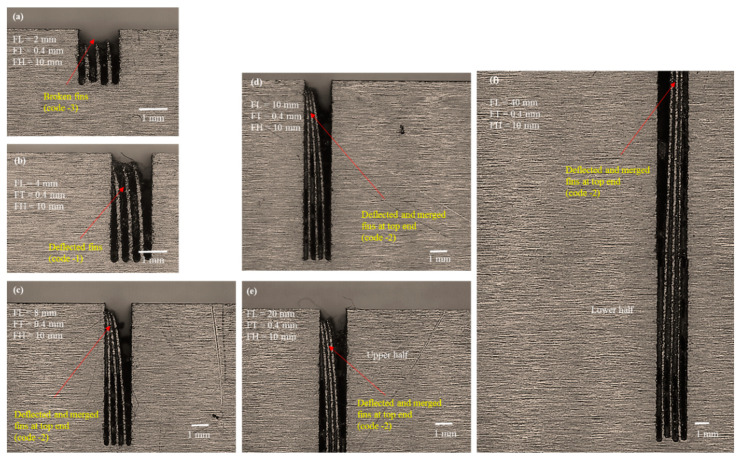
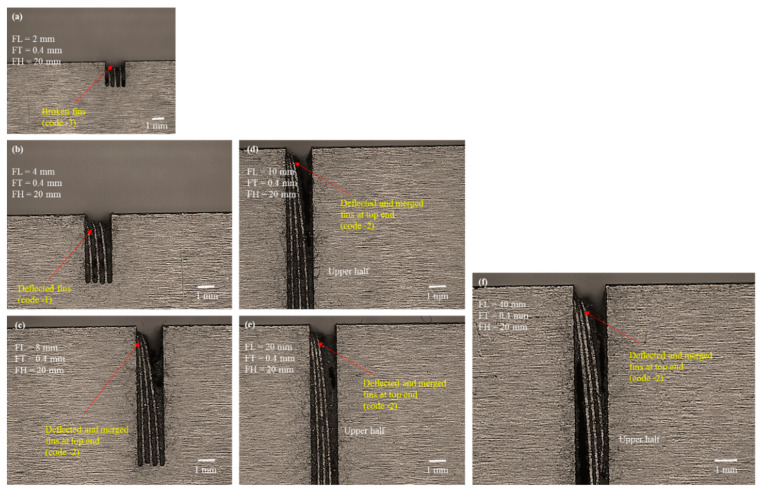
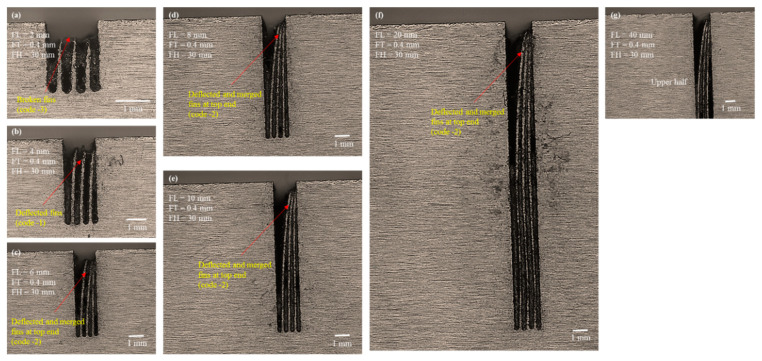
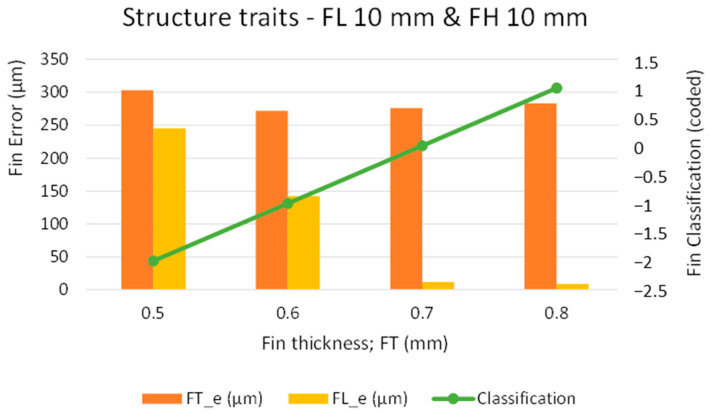
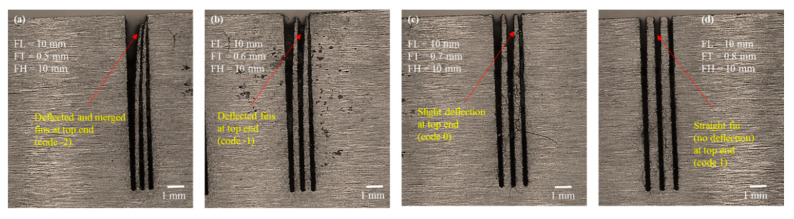
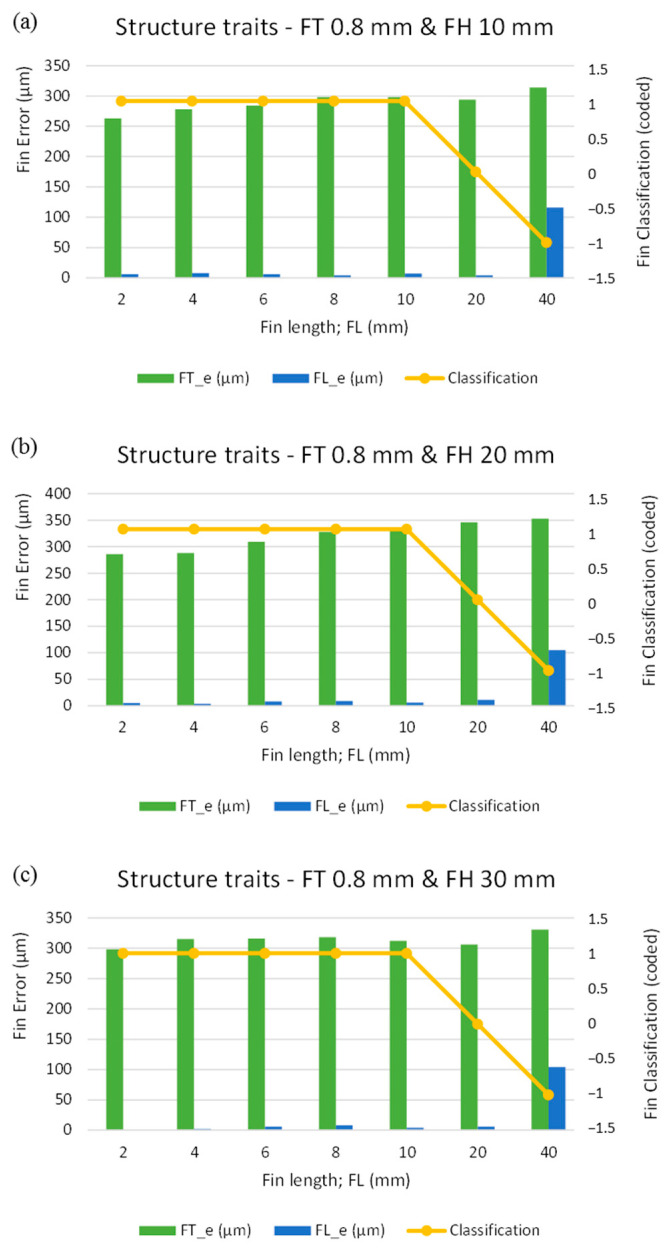
Thin structures are often required for several engineering applications. Although thick sections are relatively easy to produce, the cutting of thin sections poses greater challenges, particularly in the case of thermal machining processes. The level of difficulty is increased if the thin sections are of larger lengths and heights. In this study, high-aspect-ratio thin structures of micrometer thickness (117-500 µm) were fabricated from D2 steel through wire electrical discharge machining. Machining conditions were kept constant, whereas the structure (fins) sizes were varied in terms of fin thickness (FT), fin height (FH), and fin length (FL). The effects of variation in FT, FH, and FL were assessed over the machining errors (FT and FL errors) and structure formation and its quality. Experiments were conducted in a phased manner (four phases) to determine the minimum possible FT and maximum possible FL that could be achieved without compromising the shape of the structure (straight and uniform cross-section). Thin structures of smaller lengths (1-2 mm long) can be fabricated easily, but, as the length exceeds 2 mm, the structure formation loses its shape integrity and the structure becomes broken, deflected, or deflected and merged at the apex point of the fins.
几种工程应用通常需要薄结构。虽然厚截面相对容易制造,但薄截面的切割带来了更大的挑战,特别是在热加工工艺的情况下。如果薄截面的长度和高度较大,难度会增加。在本研究中,通过电火花线切割加工从D2钢制造出了微米级厚度(117 - 500 µm)的高纵横比薄结构。加工条件保持不变,而结构(翅片)尺寸在翅片厚度(FT)、翅片高度(FH)和翅片长度(FL)方面有所变化。评估了FT、FH和FL的变化对加工误差(FT和FL误差)以及结构形成及其质量的影响。以分阶段的方式(四个阶段)进行实验,以确定在不影响结构形状(直的且横截面均匀)的情况下能够实现的最小可能FT和最大可能FL。较短长度(1 - 2毫米长)的薄结构很容易制造,但当长度超过2毫米时,结构形成会失去其形状完整性,并且结构会在翅片的顶点处断裂、偏转或偏转并合并。