Vedernikov Alexander, Safonov Alexander, Tucci Fausto, Carlone Pierpaolo, Akhatov Iskander
Center for Design, Manufacturing and Materials, Skolkovo Institute of Science and Technology, 30/1 Bolshoi Boulevard, 121205 Moscow, Russia.
Department of Industrial Engineering, University of Salerno, Via Giovanni Paolo II, 132-84084 Fisciano, Italy.
Polymers (Basel). 2021 Aug 16;13(16):2748. doi: 10.3390/polym13162748.
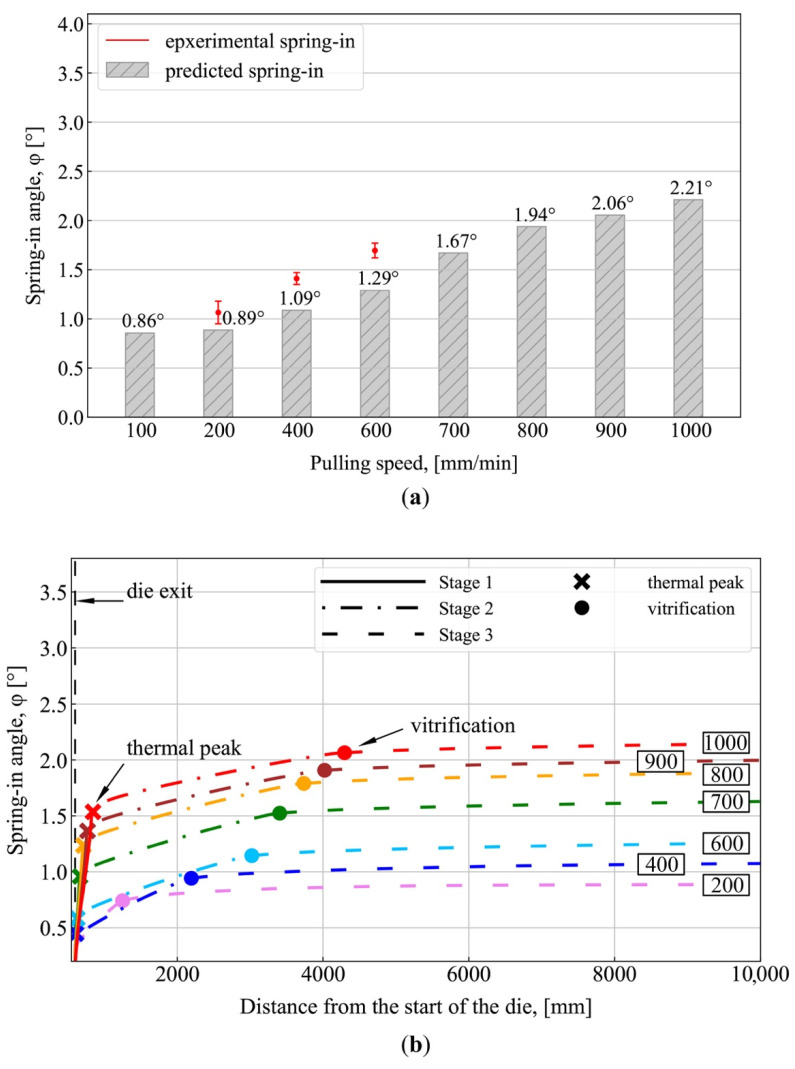
Cure-induced deformations are inevitable in pultruded composite profiles due to the peculiarities of the pultrusion process and usually require the use of costly shimming operations at the assembly stage for their compensation. Residual stresses formed at the production and assembly stages impair the mechanical performance of pultruded elements. A numerical technique that would allow the prediction and reduction of cure-induced deformations is essential for the optimization of the pultrusion process. This study is aimed at the development of a numerical model that is able to predict spring-in in pultruded L-shaped profiles. The model was developed in the ABAQUS software suite with user subroutines UMAT, FILM, USDFLD, HETVAL, and UEXPAN. The authors used the 2D approach to describe the thermochemical and mechanical behavior via the modified Cure Hardening Instantaneous Linear Elastic (CHILE) model. The developed model was validated in two experiments conducted with a 6-month interval using glass fiber/vinyl ester resin L-shaped profiles manufactured at pulling speeds of 200, 400, and 600 mm/min. Spring-in predictions obtained with the proposed numerical model fall within the experimental data range. The validated model has allowed authors to establish that the increase in spring-in values observed at higher pulling speeds can be attributed to a higher fraction of uncured material in the composite exiting the die block and the subsequent increase in chemical shrinkage that occurs under unconstrained conditions. This study is the first one to isolate and evaluate the contributions of thermal and chemical shrinkage into spring-in evolution in pultruded profiles. Based on this model, the authors demonstrate the possibility of achieving the same level of spring-in at increased pulling speeds from 200 to 900 mm/min, either by using a post-die cooling tool or by reducing the chemical shrinkage of the resin. The study provides insight into the factors significantly affecting the spring-in, and it analyzes the methods of spring-in reduction that can be used by scholars to minimize the spring-in in the pultrusion process.
由于拉挤成型工艺的特殊性,拉挤成型复合材料型材中固化诱导变形是不可避免的,并且通常需要在装配阶段采用成本高昂的垫片操作来进行补偿。在生产和装配阶段形成的残余应力会损害拉挤成型元件的机械性能。一种能够预测和减少固化诱导变形的数值技术对于拉挤成型工艺的优化至关重要。本研究旨在开发一种能够预测拉挤成型L形型材回弹的数值模型。该模型是在ABAQUS软件套件中使用用户子程序UMAT、FILM、USDFLD、HETVAL和UEXPAN开发的。作者采用二维方法,通过改进的固化硬化瞬时线性弹性(CHILE)模型来描述热化学和力学行为。所开发的模型在两次间隔6个月进行的实验中得到了验证,实验使用了以200、400和600 mm/min的牵引速度制造的玻璃纤维/乙烯基酯树脂L形型材。用所提出的数值模型获得的回弹预测值落在实验数据范围内。经过验证的模型使作者能够确定,在较高牵引速度下观察到的回弹值增加可归因于离开模具块的复合材料中未固化材料的比例更高,以及随后在无约束条件下发生的化学收缩增加。本研究首次分离并评估了热收缩和化学收缩对拉挤型材回弹演变的贡献。基于该模型,作者证明了通过使用模后冷却工具或通过降低树脂的化学收缩率,在牵引速度从200提高到900 mm/min时实现相同水平回弹的可能性。该研究深入探讨了显著影响回弹的因素,并分析了学者们可用于在拉挤成型过程中最小化回弹的回弹减少方法。