Brytan Zbigniew, Król Mariusz, Benedyk Marcin, Pakieła Wojciech, Tański Tomasz, Dagnaw Mengistu Jemberu, Snopiński Przemysław, Pagáč Marek, Czech Adam
Department of Engineering Materials and Biomaterials, Faculty of Mechanical Engineering, Silesian, University of Technology, 44-100 Gliwice, Poland.
Paks'D Sp Zoo, Strzelecka 74, 43-100 Tychy, Poland.
Materials (Basel). 2022 Feb 25;15(5):1734. doi: 10.3390/ma15051734.
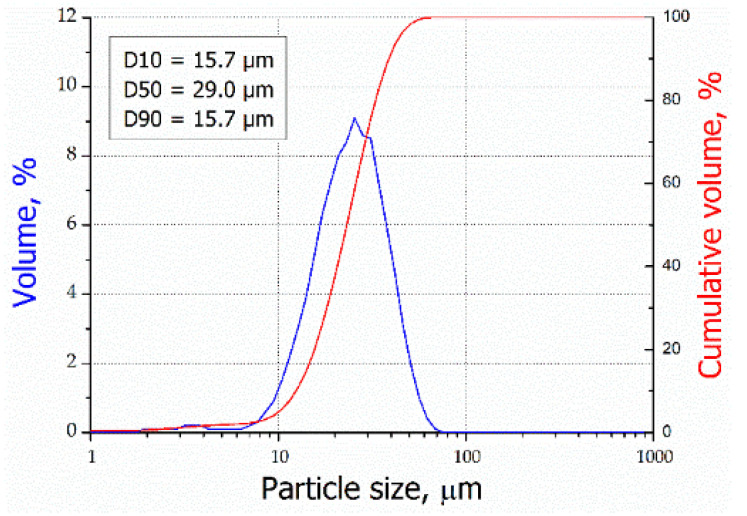
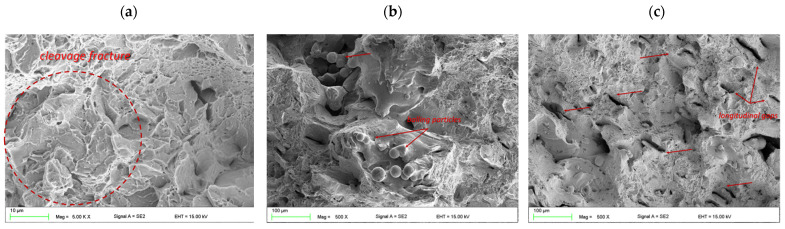
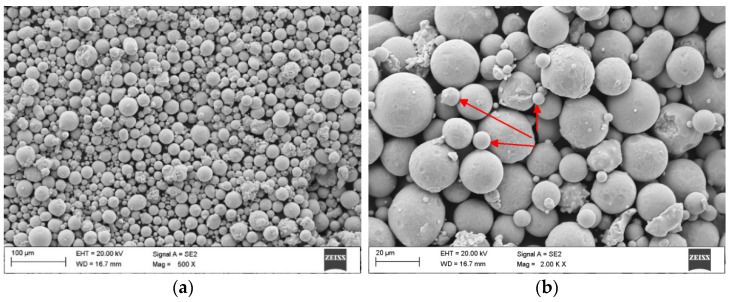
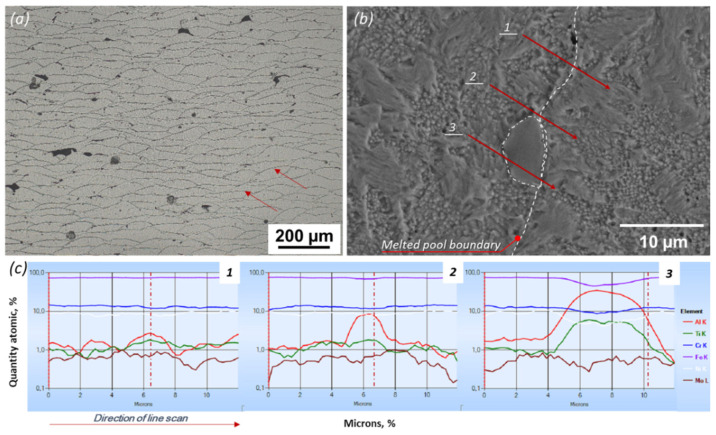
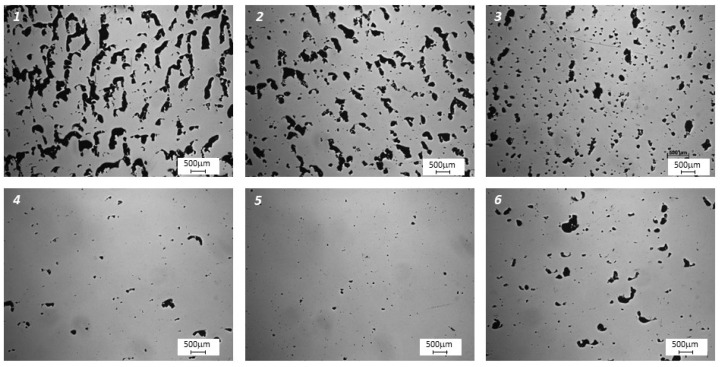
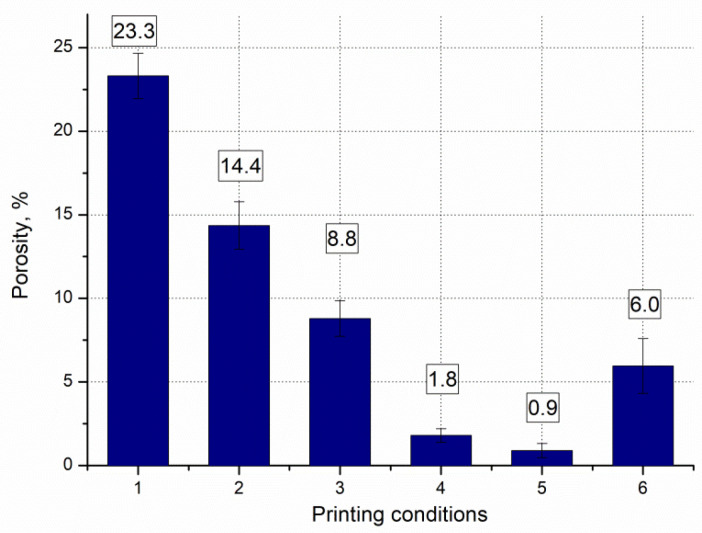
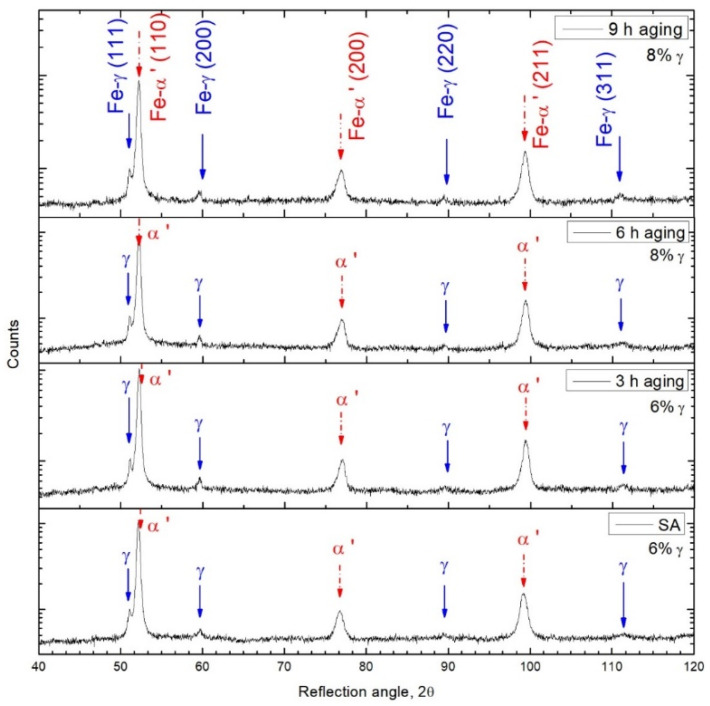
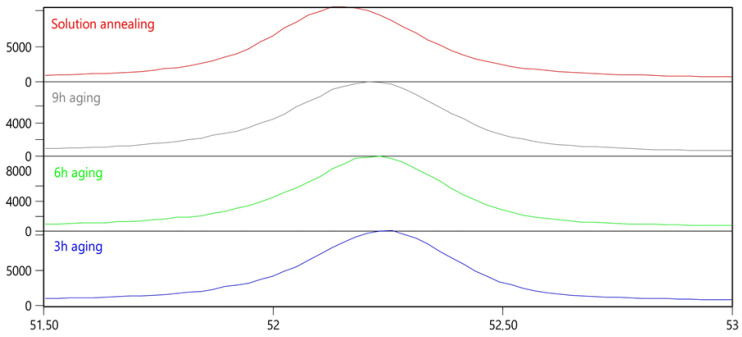
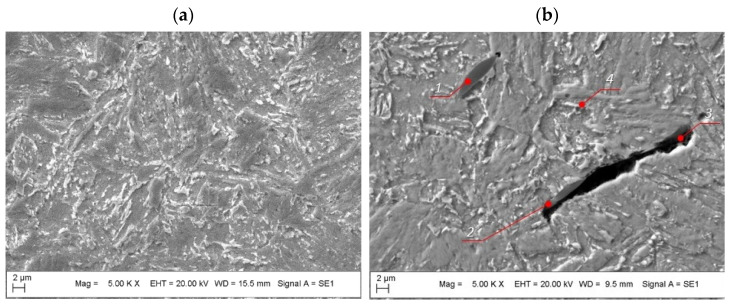
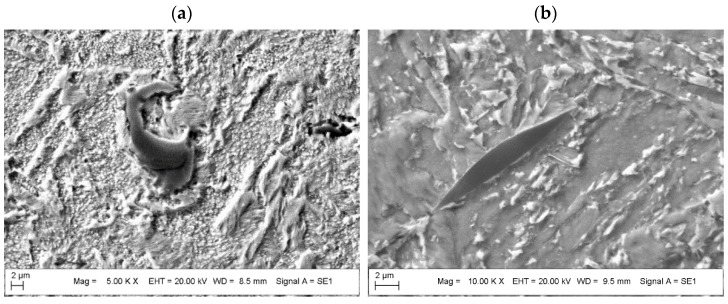
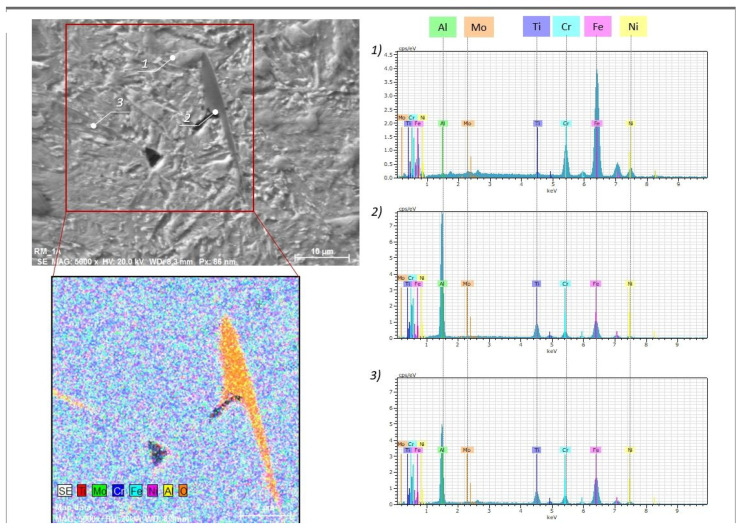
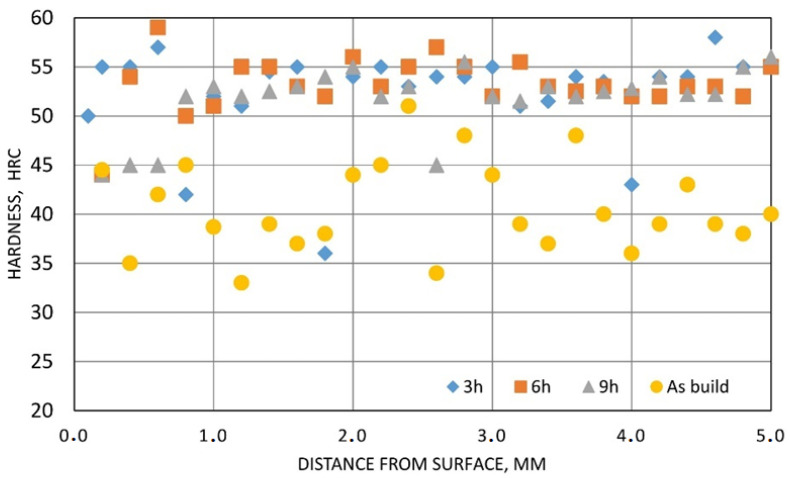
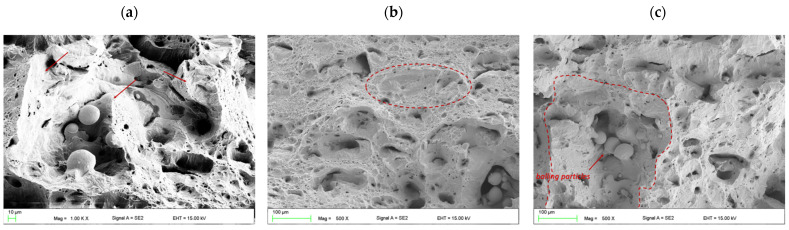
This research aims to characterize and examine the microstructure and mechanical properties of the newly developed M789 steel, applied in additive manufacturing. The data presented herein will bring about a broader understanding of the processing−microstructure−property−performance relationships in this material based on its chemical composition and heat treatment. Samples were printed using the laser powder bed fusion (LPBF) process and then the solution was annealed at 1000 °C for 1 h, followed by aging at 500 °C for soaking times of 3, 6 and 9 h. The AM components showed a relative density of 99.1%, which arose from processing with the following parameters: laser power of 200 W, laser speed of 340 mm/s, and hatch distance of 120 µm. Optical and electron microscopy observations revealed microstructural defects, typical for LPBF processes, like voids appearing between the melted pools of different sizes with round or creviced geometries, nonmelted powder particle formation inside such cavities, and small spherical porosity that was preferentially located between the molten pools. In addition, in heat-treated conditions, AM maraging steel has combined oxide inclusions of Ti and Al (TiO2:Al2O3) that reside along the grain boundaries and secondary porosities; these may act as preferential zones for crack initiation and may increase the brittleness of the AM steel under aged conditions. Consequently, the elongation of the AM alloy was low (<3%) for both annealed and aged solution conditions. The tensile strength of AM M789 increased from 968 MPa (solution annealed) to 1500−1600 MPa after the aging process due to precipitation within the intermetallic η-phase. A tensile strength and yield point of 1607 ± 26 and 1617 ± 45 MPa were obtained, respectively, after a full heat treatment at 500 °C/6 h. The results show that 3 h aging of solution annealed AM M789 steel achieves satisfactory material properties in industrial practice. Extending the aging time of printed parts to 6 h yields slightly improved properties but may not be worth the effort, while long-term aging (9 h) was shown to even reduce quality.
本研究旨在表征和研究新开发的应用于增材制造的M789钢的微观结构和力学性能。本文所呈现的数据将基于其化学成分和热处理,更广泛地理解这种材料中的加工-微观结构-性能-性能关系。使用激光粉末床熔融(LPBF)工艺打印样品,然后在1000°C下进行1小时的固溶退火,接着在500°C下时效3、6和9小时。增材制造部件的相对密度为99.1%,这是由以下参数加工而成:激光功率200W、激光速度340mm/s和扫描间距120µm。光学和电子显微镜观察揭示了LPBF工艺典型的微观结构缺陷,如不同尺寸熔池之间出现的具有圆形或裂隙几何形状的孔隙、此类空洞内形成的未熔粉末颗粒以及优先位于熔池之间的小球形孔隙率。此外,在热处理条件下,增材制造马氏体时效钢具有沿晶界存在的Ti和Al的复合氧化物夹杂物(TiO2:Al2O3)以及二次孔隙;这些可能充当裂纹萌生的优先区域,并可能增加时效条件下马氏体时效钢的脆性。因此,在固溶退火和时效溶液条件下,增材制造合金的伸长率都很低(<3%)。由于金属间η相内的析出,增材制造M789的抗拉强度在时效处理后从968MPa(固溶退火)提高到1500 - 1600MPa。在500°C/6小时进行完全热处理后,抗拉强度和屈服点分别为1607±26MPa和1617±45MPa。结果表明,固溶退火的增材制造M789钢时效3小时在工业实践中能获得令人满意的材料性能。将打印部件的时效时间延长至6小时会使性能略有改善,但可能不值得付出努力,而长期时效(9小时)甚至会降低质量。