Fu Jun, Tao Qing, Yang Xiaoan, Nenchev Bogdan, Li Ming, Tao Biao, Dong Hongbiao
School of Engineering, University of Leicester, Leicester LE1 7RH, UK.
Nanjing Iron & Steel United Co., Ltd., Nanjing 210035, China.
Materials (Basel). 2022 Mar 17;15(6):2215. doi: 10.3390/ma15062215.
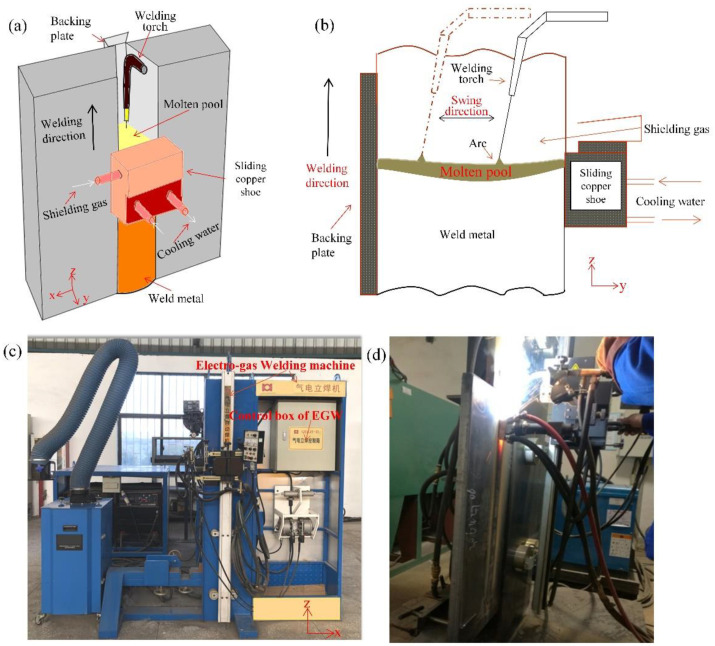
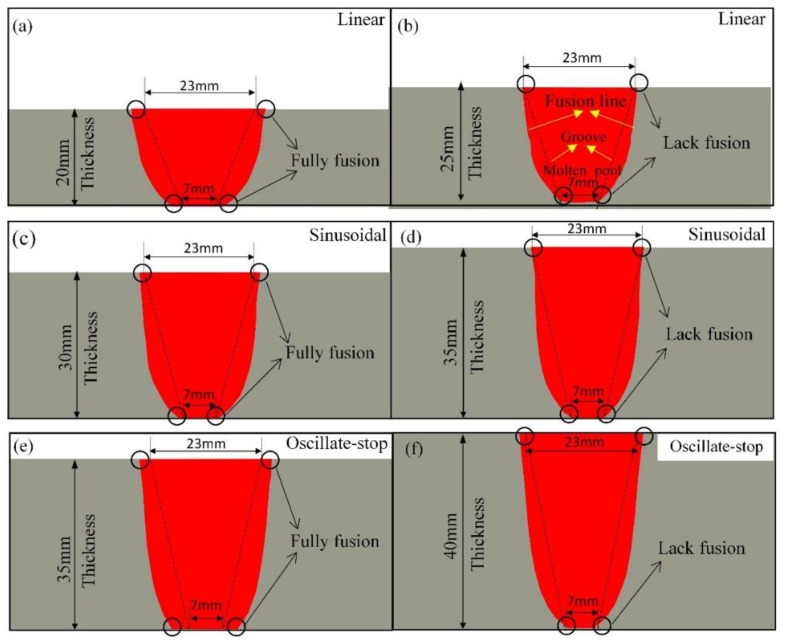
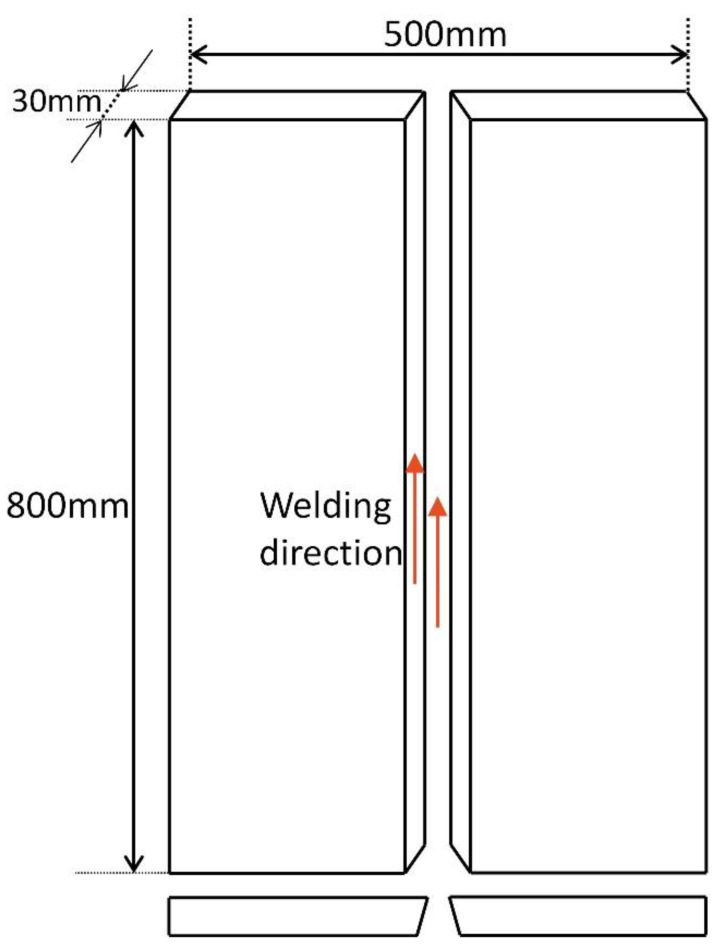
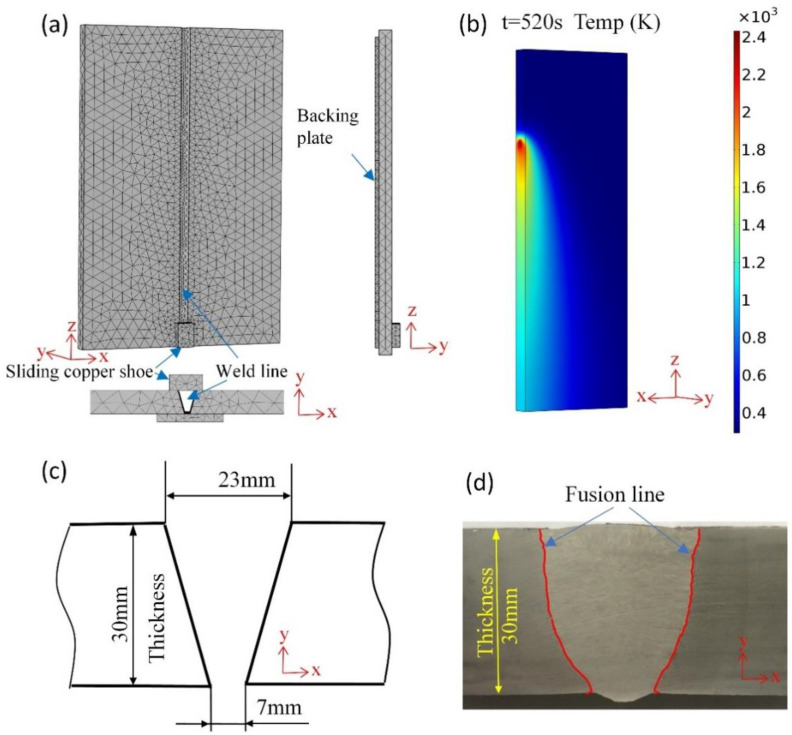
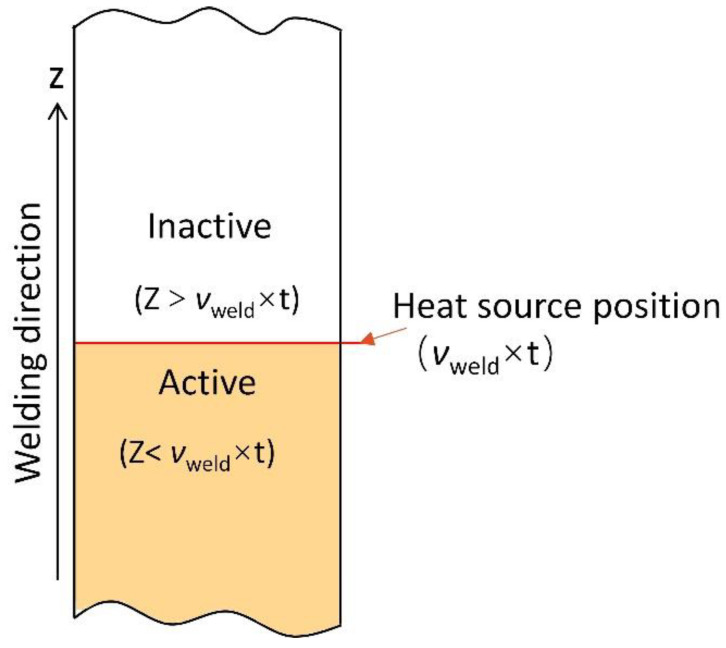
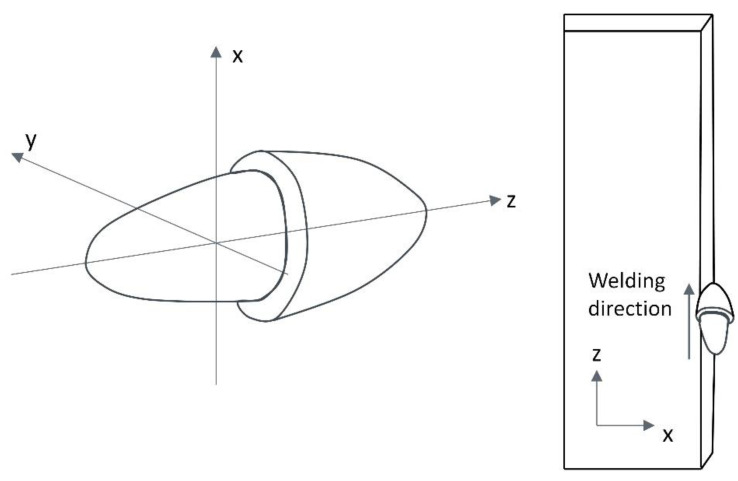
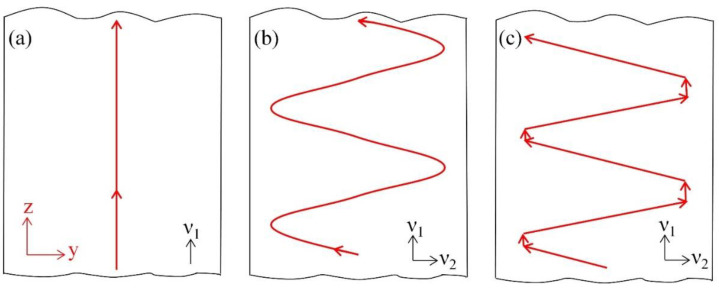
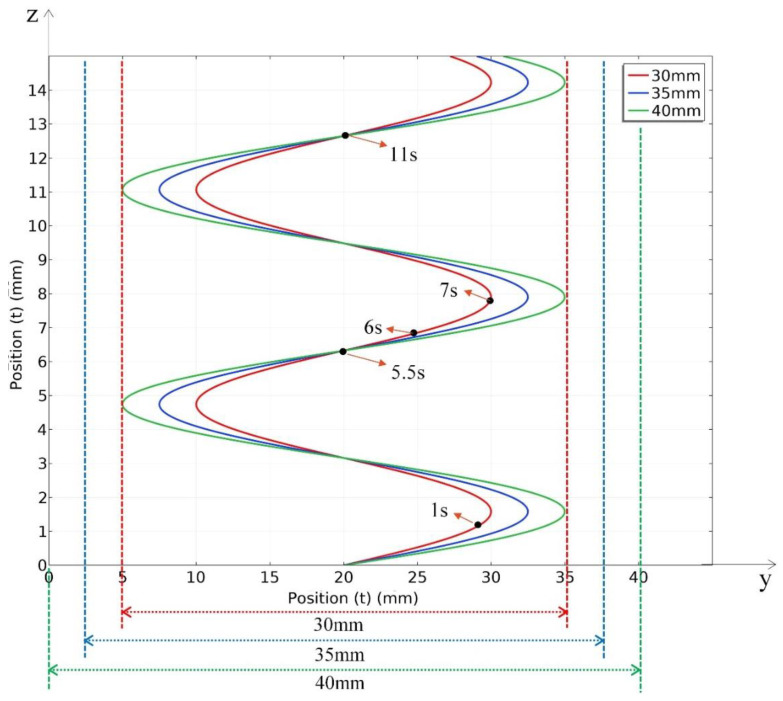
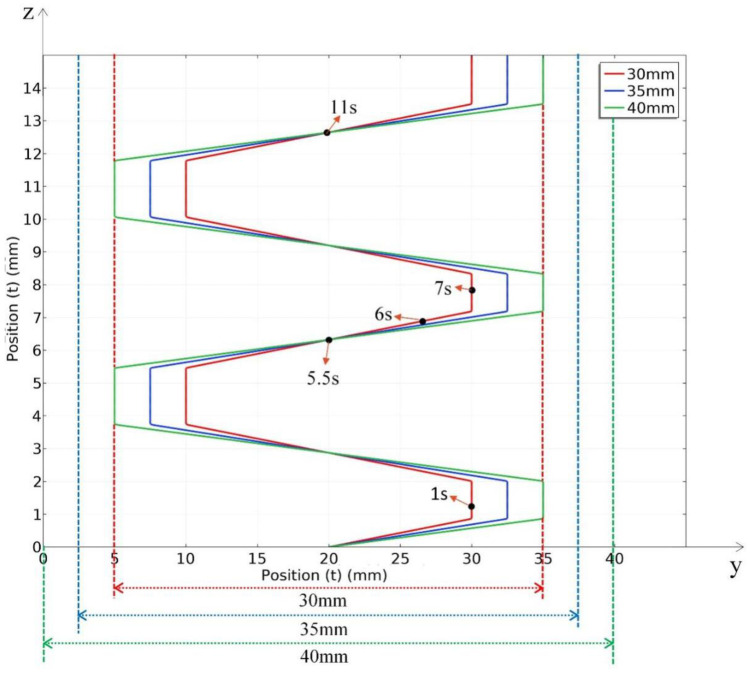
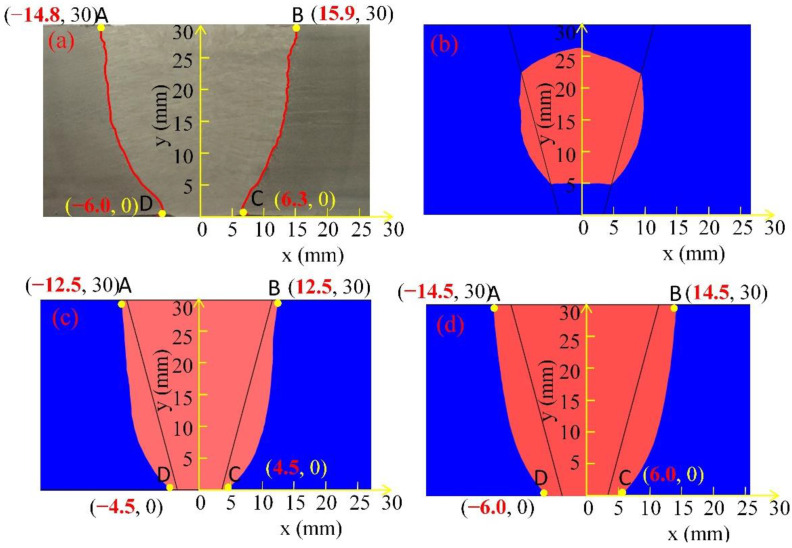
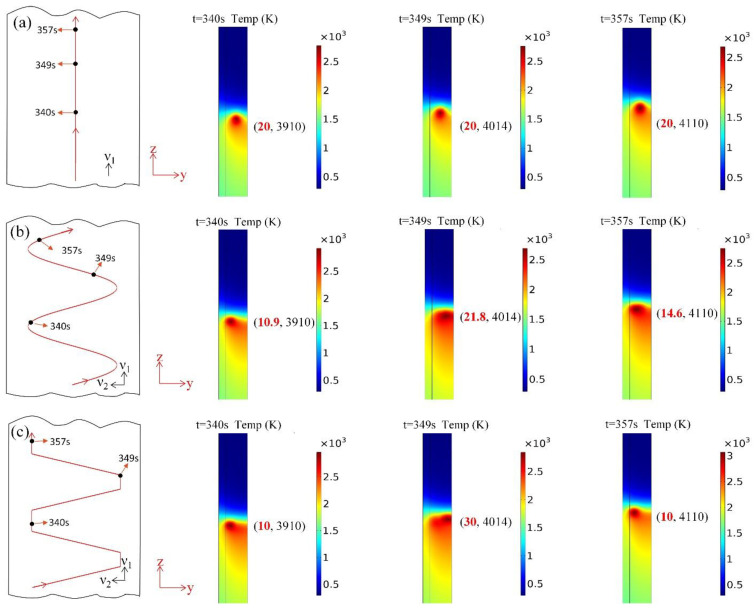
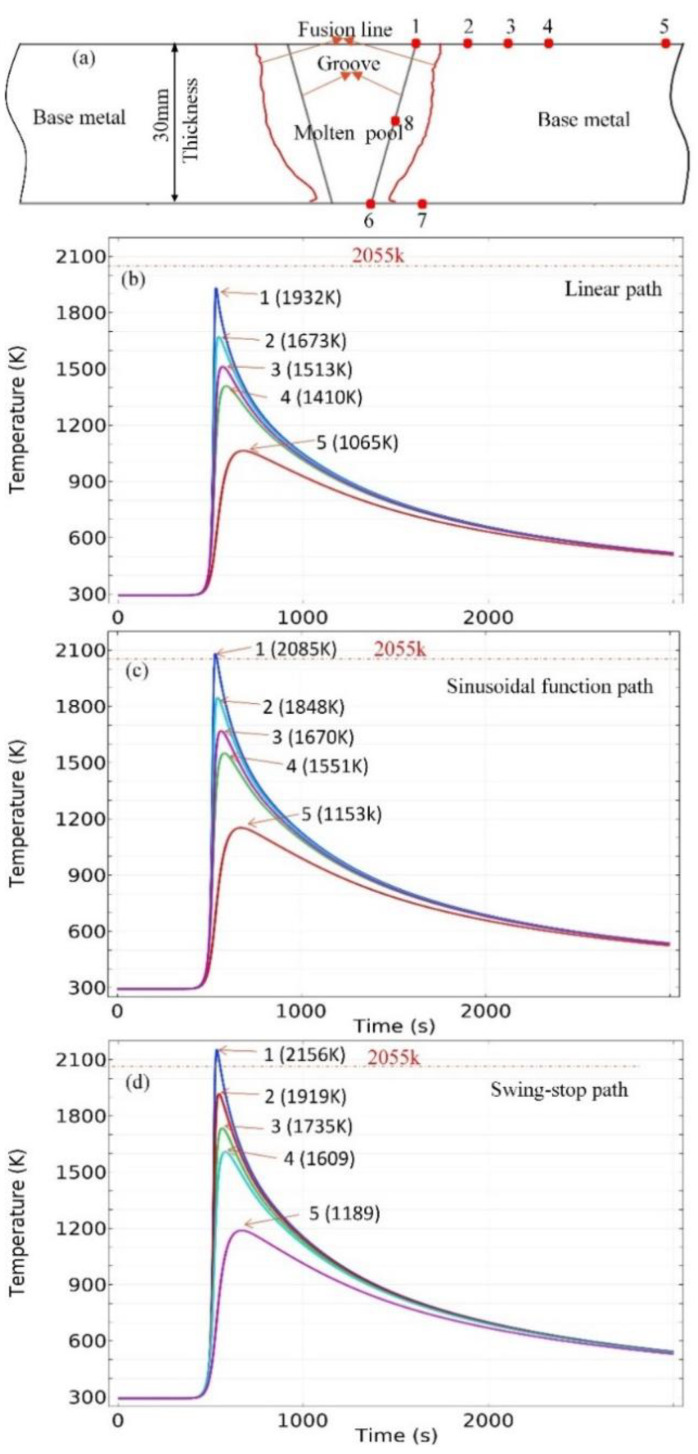
In recent years, the shipbuilding industry has experienced a growing demand for tighter control and higher strength requirements in thick steel plate welding. Electro-gas welding (EGW) is a high heat input welding method, widely used to improve the welding efficiency of thick plates. Modelling the EGW process of thick steel plates has been challenging due to difficulties in accurately depicting the heat source path movement. An EGW experiment on 30 mm thickness E36 steel plates was conducted in this study. A semi-ellipsoid heat source model was implemented, and its movement was mathematically expressed using linear, sinusoidal, or oscillate-stop paths. The geometry of welding joints, process variables, and steel composition are taken from industrial scale experiments. The resulting thermal evolutions across all heat source-path approaches were verified against experimental observations. Practical industrial recommendations are provided and discussed in terms of the fusion quality for E36 steel plates with a heat input of 157 kJ/cm. It was found that the oscillate-stop heat path predicts thermal profile more accurately than the sinusoidal function and linear heat path for EGW welding of 30 mm thickness and above. The linear heat path approach is recommended for E36 steel plate thickness up to 20 mm, whereas maximum thickness up to 30 mm is appropriate for sinusoidal path, and maximum thickness up to 35 mm is appropriate for oscillate-stop path in EGW welding, assuming constant heat input.
近年来,造船业对厚钢板焊接的控制要求越来越严格,强度要求也越来越高。电渣焊(EGW)是一种高热量输入的焊接方法,广泛应用于提高厚板的焊接效率。由于难以准确描述热源路径的移动,对厚钢板的电渣焊过程进行建模一直具有挑战性。本研究对30mm厚的E36钢板进行了电渣焊试验。采用了半椭球体热源模型,并通过线性、正弦或振荡-停止路径对其移动进行数学表达。焊接接头的几何形状、工艺变量和钢材成分取自工业规模试验。将所有热源路径方法产生的热演变与实验观察结果进行了验证。针对热输入为157kJ/cm的E36钢板的熔合质量,提供并讨论了实际的工业建议。结果发现,对于厚度为30mm及以上的电渣焊,振荡-停止热路径比正弦函数和线性热路径更能准确预测热分布。对于厚度达20mm的E36钢板,建议采用线性热路径方法;假设热输入恒定,在电渣焊中,正弦路径适用于最大厚度达30mm的情况,振荡-停止路径适用于最大厚度达35mm的情况。