Liou Guan-Yan, Su Chi-Wei, Huang Po-Wei, Hwang Sheng-Jye, Huang Chao-Tsai, Peng Hsin-Shu
Department of Mechanical Engineering, National Cheng Kung University, Tainan 70101, Taiwan.
Department of Mechanical and Computer-Aided Engineering, Feng Chia University, Taichung 40724, Taiwan.
Polymers (Basel). 2022 Mar 20;14(6):1251. doi: 10.3390/polym14061251.
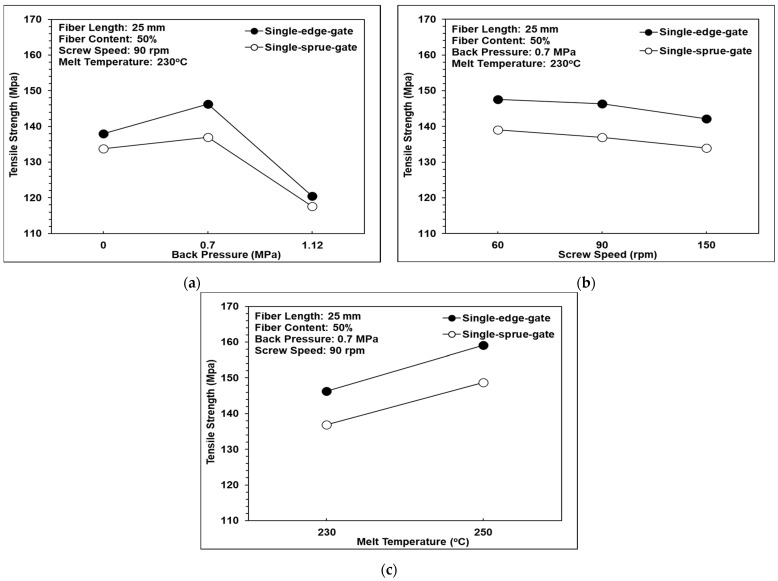
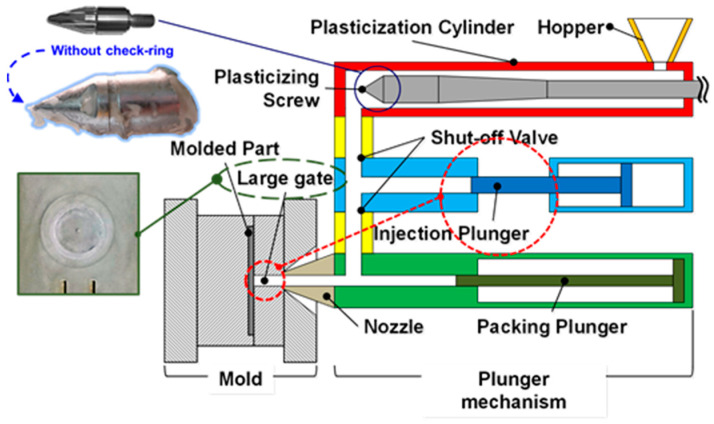
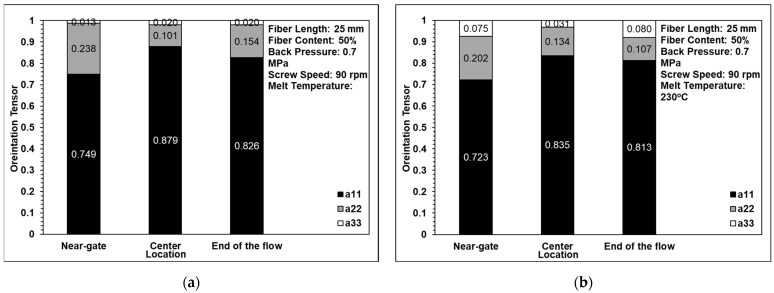
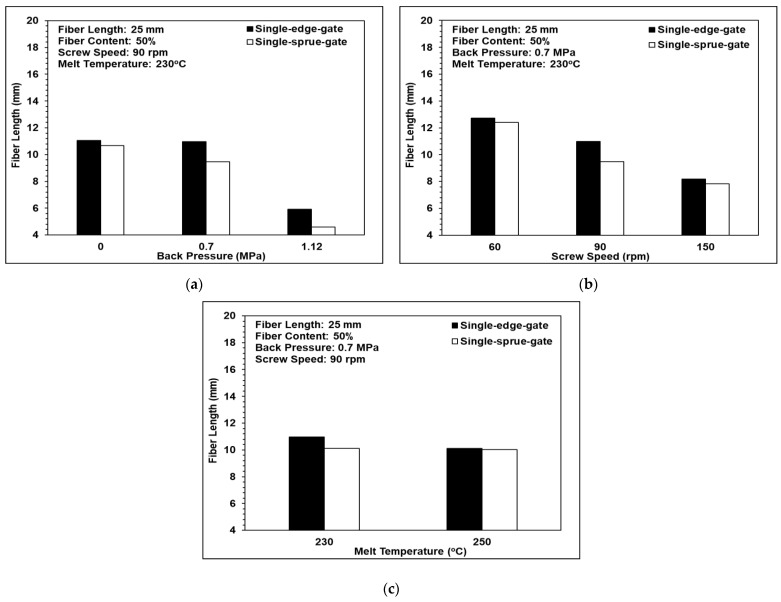
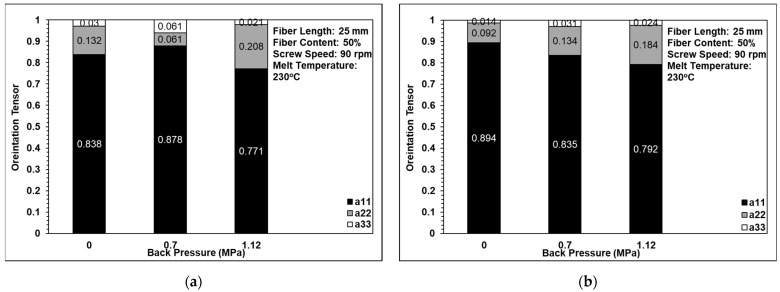
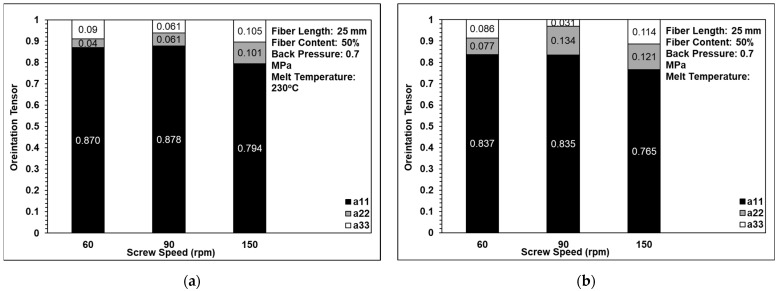
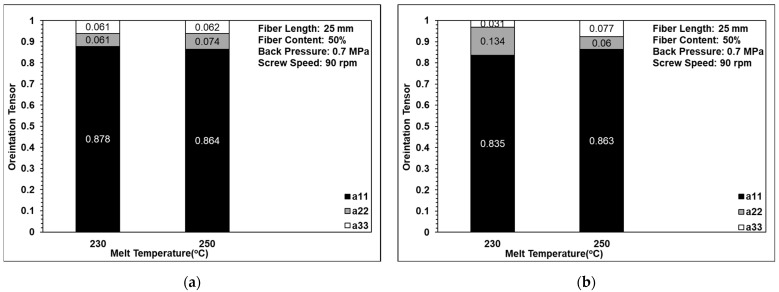
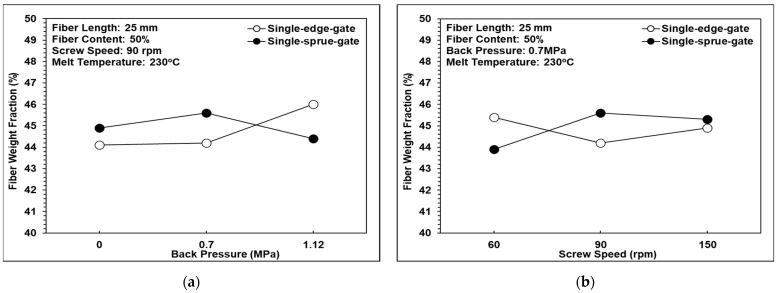
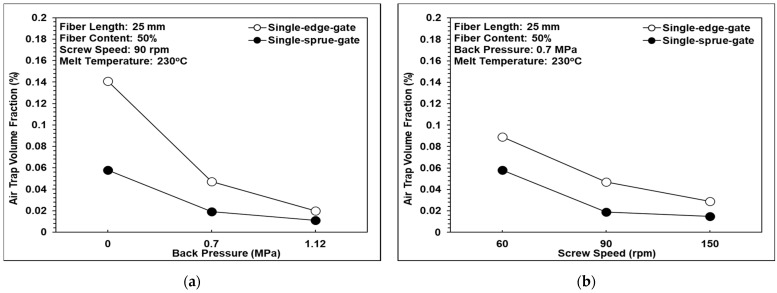
Processing equipment and parameters will highly influence the properties of long-fiber-reinforced injection-molded thermoplastic composites, leading to different fiber lengths and orientations. Thus, maintaining fiber length during the injection molding process is always a big challenge for engineers. This study uses long-glass-fiber-reinforced polypropylene with 25 mm fiber length and a special-built novel injection molding machine with a three-barrel injection unit, including a plasticizing screw, an injection plunger, and a packing plunger, to fabricate injection molding parts while retaining long fiber length. This study also discusses the influence of process parameters, such as back pressure, screw speed, melt temperature, and different flow paths, on the properties of long-glass-fiber-reinforced composites. The experiment results show that a higher screw speed and back pressure will reduce the fiber length in the injection-molded parts. However, using appropriate parameter settings can maintain the fiber length to more than 10 mm. It was found that by increasing the back pressure, the cross direction of the fiber orientation can be increased by up to 15% and the air trap volume fraction can be decreased by up to 86%. Setting appropriate back pressure under a low screw speed will increase the tensile strength. Finally, it was found that the single-edge-gate path results in a higher tensile strength than that of the single-sprue-gate path due to the retainment of longer fiber length in the injection-molded part.
加工设备和参数会对长纤维增强注塑热塑性复合材料的性能产生很大影响,导致纤维长度和取向不同。因此,在注塑过程中保持纤维长度一直是工程师面临的一大挑战。本研究使用纤维长度为25毫米的长玻璃纤维增强聚丙烯,并采用一台特制的新型注塑机,该注塑机带有三螺杆注射单元,包括一个塑化螺杆、一个注射柱塞和一个保压柱塞,以制造注塑部件,同时保持长纤维长度。本研究还讨论了工艺参数,如背压、螺杆转速、熔体温度和不同流道,对长玻璃纤维增强复合材料性能的影响。实验结果表明,较高的螺杆转速和背压会缩短注塑部件中的纤维长度。然而,使用适当的参数设置可以将纤维长度保持在10毫米以上。研究发现,通过增加背压,纤维取向的横向方向可增加高达15%,气阱体积分数可降低高达86%。在低螺杆转速下设置适当的背压会提高拉伸强度。最后,研究发现,由于注塑部件中保留了更长的纤维长度,单边浇口流道的拉伸强度高于单浇口流道。