Lian Manqun, Feng Xinke, Xu Bin, Fu Lianyu, Jiang Kai
Shenzhen Key Laboratory of High Performance Nontraditional Manufacturing, Shenzhen University, Shenzhen 518060, China.
Shenzhen Jinzhou Precision Technology Corp., Shenzhen 518116, China.
Micromachines (Basel). 2022 May 15;13(5):776. doi: 10.3390/mi13050776.
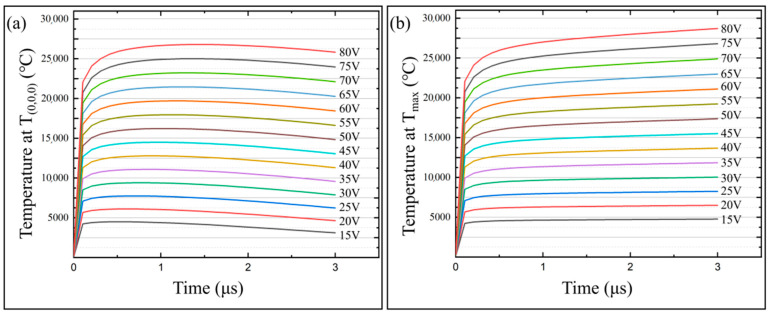
High-speed mechanical drilling based on the micro-bit is the mainstream process technology for machining micro-holes in the printed circuit board (PCB). However, the above process to obtain PCB micro-holes is prone to defects, such as hole burrs and nail heads in the hole. In this paper, the micro electrical discharge machining (micro-EDM) was used as an auxiliary means for machining PCB micro-holes to effectively eliminate the defects such as hole burrs and nail heads. However, during the process of micro-EDM, the micro-bit will be gradually worn, thus negatively affecting the machining quality of PCB micro-holes. To solve the above problems, in this paper, the temperature field model of micro-EDM-assisted machining of PCB micro-holes was established to predict the micro-bit wear by analyzing the temperature field with COMSOL Multiphysics software. This paper made an extensive study of the influences of spindle speed, machining voltage, and pulse width on temperature field and micro-bit wear. The simulation results show that with the increase in machining voltage and pulse width, the temperature of PCB micro-hole machining increases, resulting in an increase in micro-bit wear. The spindle rotation is beneficial to the updating of the machining medium and the discharge of heat generated from EDM. Therefore, with the increase in spindle speed, the temperature of PCB micro-hole machining and the micro-bit wear is reduced.
基于微型钻头的高速机械钻孔是印刷电路板(PCB)微孔加工的主流工艺技术。然而,上述获得PCB微孔的工艺容易出现缺陷,如孔毛刺和孔内钉头。本文采用微电火花加工(micro-EDM)作为加工PCB微孔的辅助手段,有效消除孔毛刺和钉头等缺陷。然而,在微电火花加工过程中,微型钻头会逐渐磨损,从而对PCB微孔的加工质量产生负面影响。为解决上述问题,本文建立了微电火花加工辅助加工PCB微孔的温度场模型,利用COMSOL Multiphysics软件通过分析温度场来预测微型钻头的磨损情况。本文深入研究了主轴转速、加工电压和脉冲宽度对温度场和微型钻头磨损的影响。仿真结果表明,随着加工电压和脉冲宽度的增加,PCB微孔加工温度升高,导致微型钻头磨损增加。主轴旋转有利于加工介质的更新和电火花加工产生的热量的散发。因此,随着主轴转速的增加,PCB微孔加工温度和微型钻头磨损降低。