Gao Zeng, Qin Zhen, Lu Qingsong
School of Materials Science and Engineering, Henan Polytechnic University, Jiaozuo 454003, China.
Zhejiang Yinlun Machinery Co., Ltd., Taizhou 317200, China.
Materials (Basel). 2022 Sep 1;15(17):6080. doi: 10.3390/ma15176080.
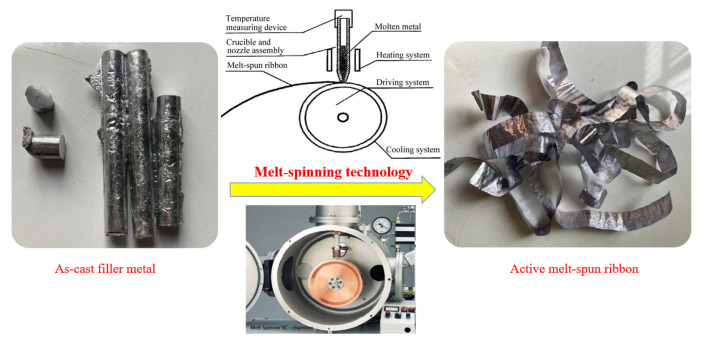
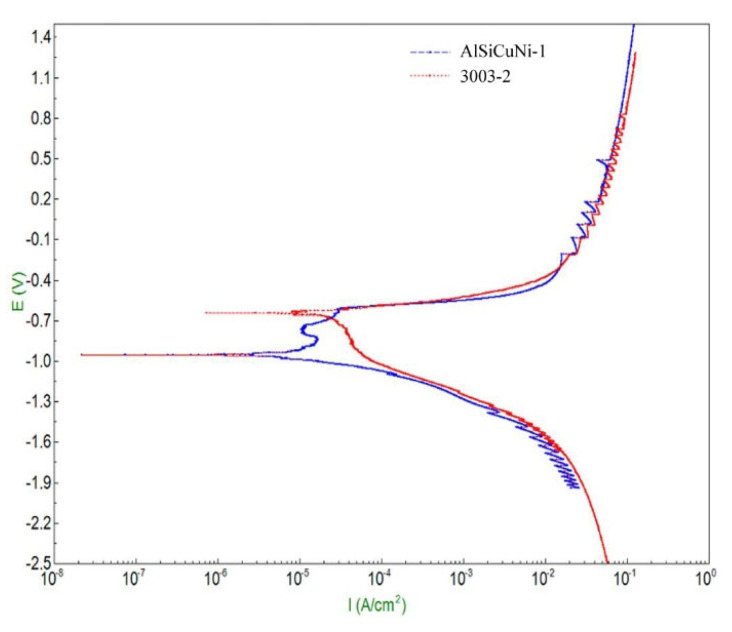
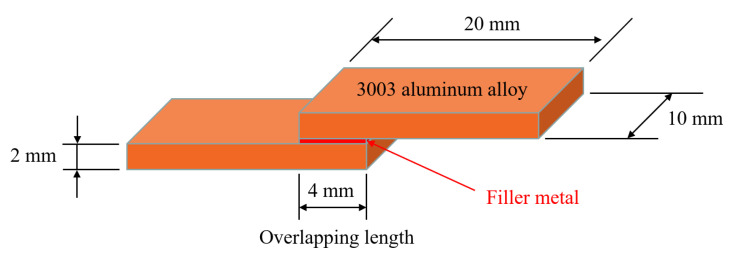
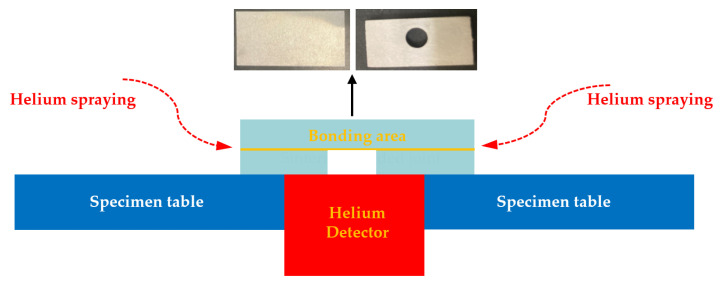
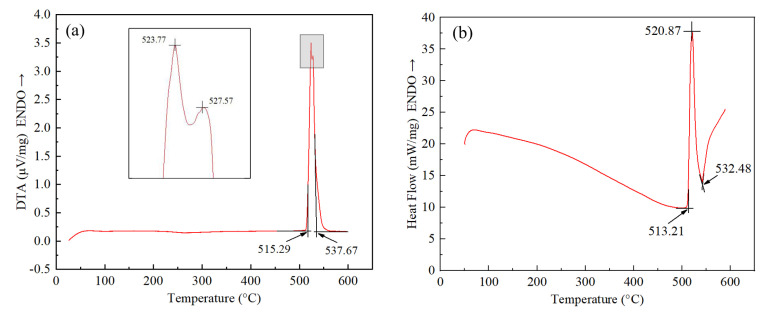
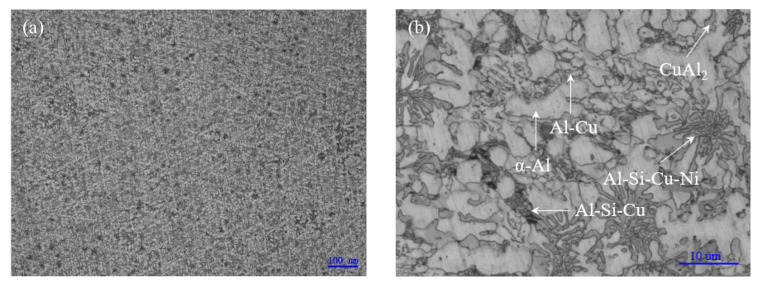
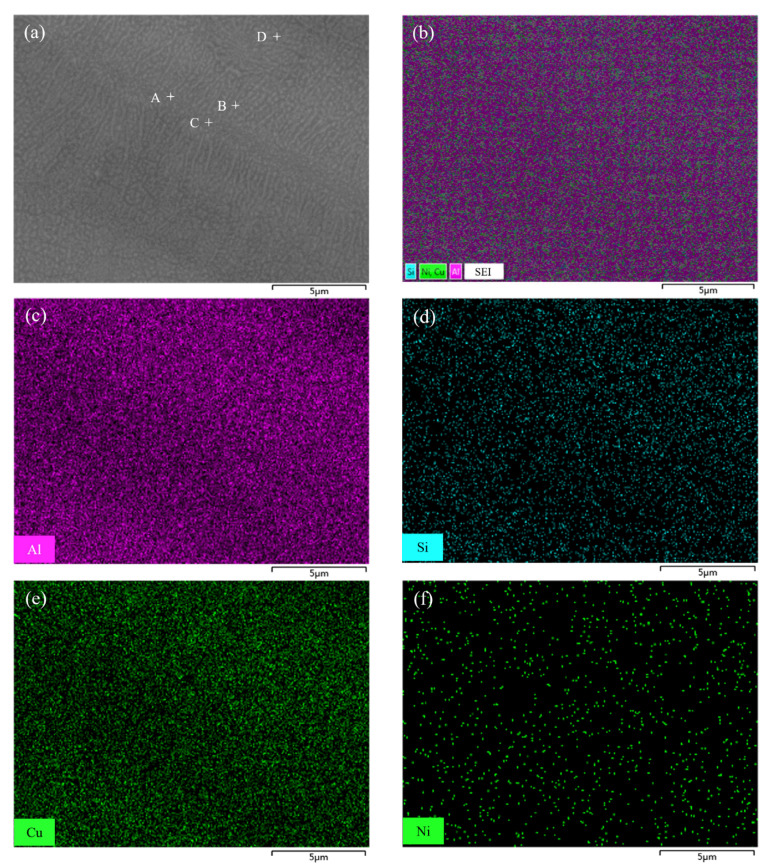
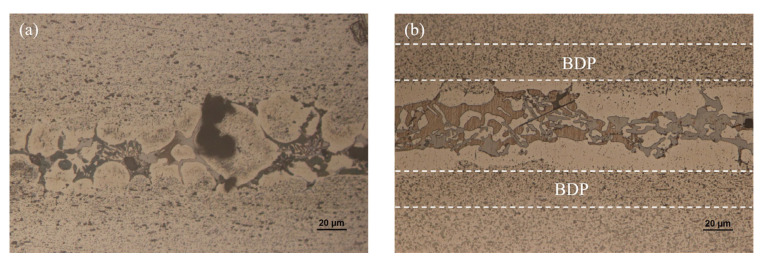
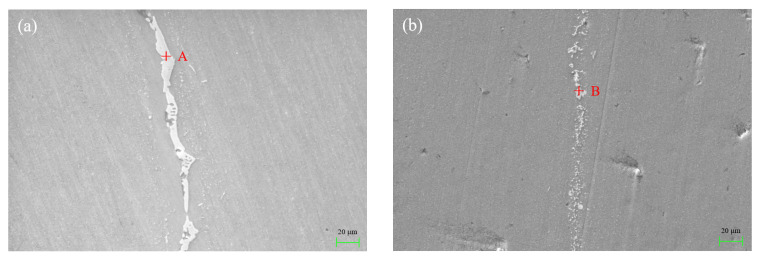
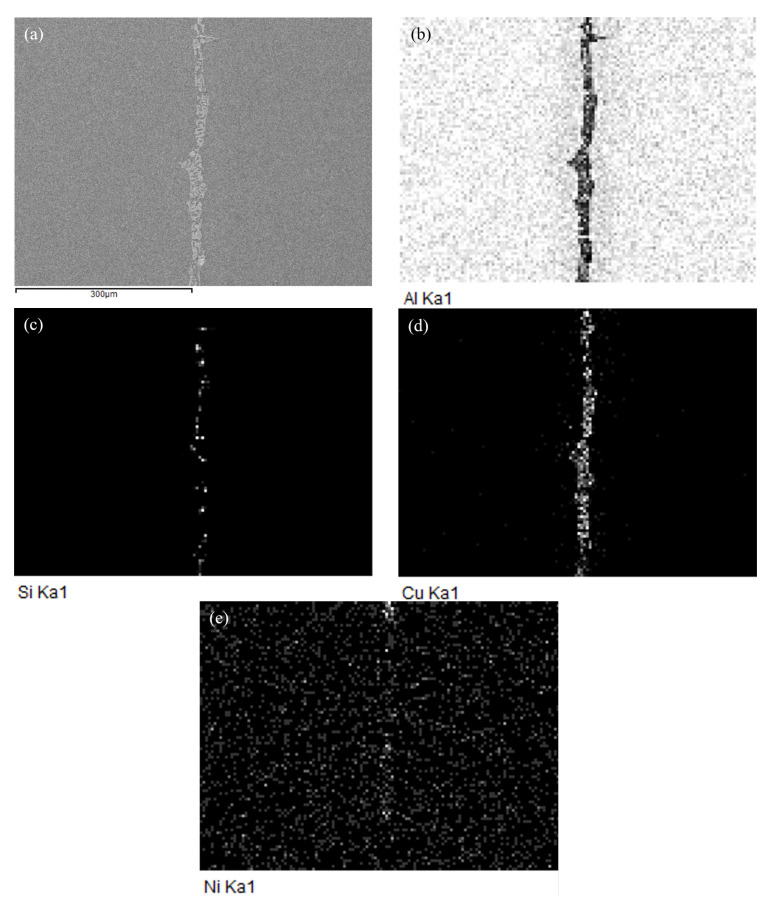
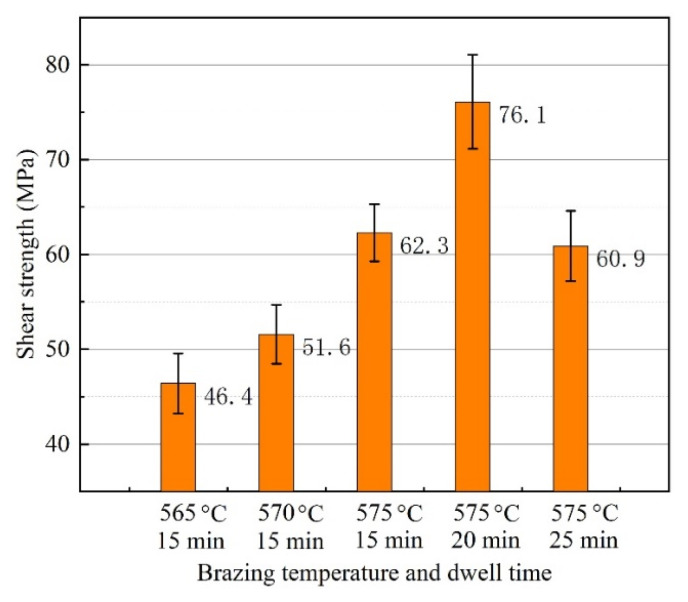
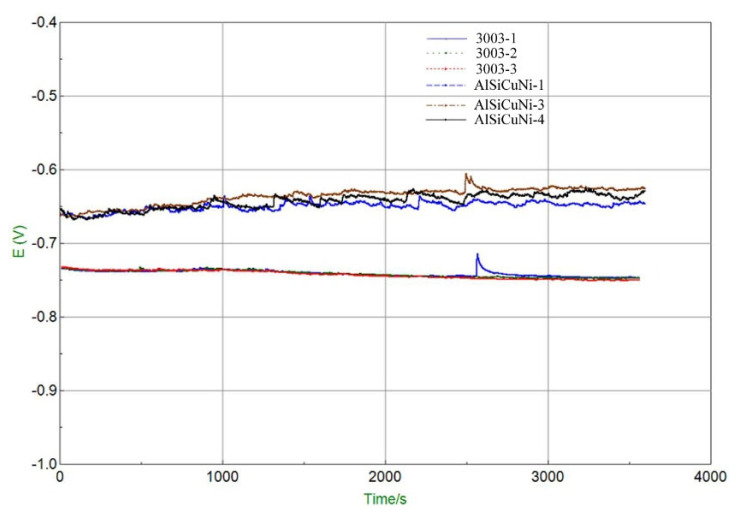
3003 aluminum alloy was widely used for the manufacturing of heat exchangers in the automotive industry by employing controlled atmosphere brazing (CAB) with NOCOLOK flux brazing technology. However, commercially available filler metals for NOCOLOK flux brazing technology are usually required to be carried out at a relatively high temperature, causing the assembled heat exchanger to be partially molten or easily deformed. A new low-melting-point brazing filler metal Al-5.0Si-20.5Cu-2.0Ni was prepared by using melt-spinning technology and then applied to CAB of 3003 aluminum alloy in this research. The solidus and liquidus of brazing filler metal was 513.21 °C and 532.48 °C. All elements were evenly distributed and free from elemental segregation. The microstructure of brazing filler metal was uniform, and the grain size was less than 500 nm. As the brazing temperature reached 575 °C, the void in the joint disappeared completely. The morphology of CuAl was sensitive to the brazing temperature and dwell time. The appearance of net-like CuAl brazed at 575 °C for 20 min was more beneficial to improve joint mechanical properties. The leakage rate of the joint was qualified to be 10 Pa·m/s when the brazing temperature was 570 °C or higher. The maximum shear strength of 76.1 MPa can be obtained when the joint was brazed at 575 °C for 20 min. More dwell time induced growth of the interfacial layer and reduced joint shear strength. The open circuit potential and corrosion current density test indicated that the brazing filler metal Al-5.0Si-20.5Cu-2.0Ni had better corrosion resistance than that of 3003 aluminum alloy.
3003铝合金通过采用可控气氛钎焊(CAB)和无镉钎剂钎焊技术,被广泛应用于汽车工业中热交换器的制造。然而,用于无镉钎剂钎焊技术的市售填充金属通常需要在相对较高的温度下进行,这会导致组装好的热交换器部分熔化或容易变形。本研究采用熔体纺丝技术制备了一种新型低熔点钎料Al-5.0Si-20.5Cu-2.0Ni,并将其应用于3003铝合金的CAB工艺中。钎料的固相线和液相线温度分别为513.21℃和532.48℃。所有元素分布均匀,无元素偏析。钎料的微观结构均匀,晶粒尺寸小于500nm。当钎焊温度达到575℃时,接头中的气孔完全消失。CuAl的形态对钎焊温度和保温时间敏感。在575℃下钎焊20min得到的网状CuAl更有利于提高接头力学性能。当钎焊温度为570℃及以上时,接头的泄漏率合格,为10Pa·m/s。当接头在575℃下钎焊20min时,可获得最大剪切强度76.1MPa。保温时间延长会导致界面层生长,降低接头剪切强度。开路电位和腐蚀电流密度测试表明,钎料Al-5.0Si-20.5Cu-2.0Ni比3003铝合金具有更好的耐腐蚀性。