Suer Julian, Ahrenhold Frank, Traverso Marzia
Institute of Sustainability in Civil Engineering, RWTH Aachen University, Mies-van-der-Rohe-Str. 1, Aachen, Germany.
Thyssenkrupp Steel Europe AG, Duisburg, Germany.
J Sustain Metall. 2022;8(4):1532-1545. doi: 10.1007/s40831-022-00585-x. Epub 2022 Aug 31.
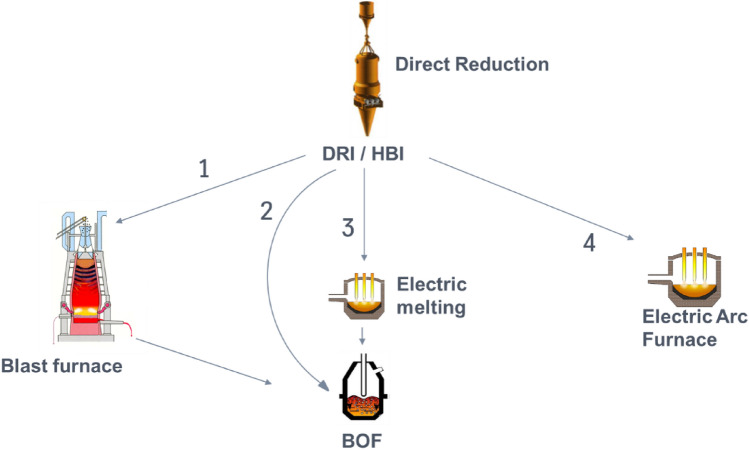
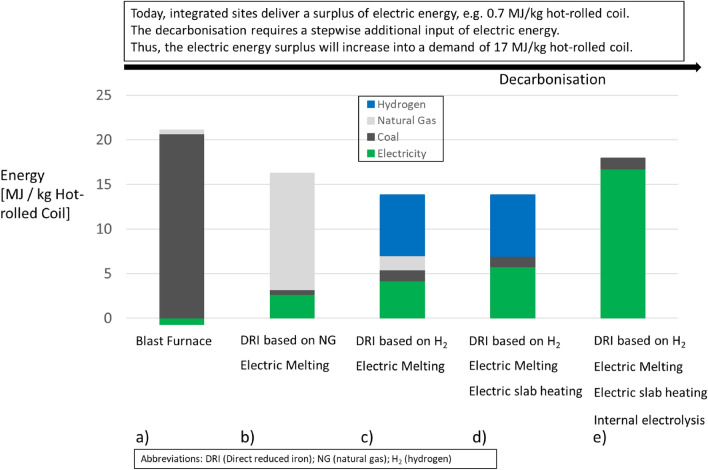
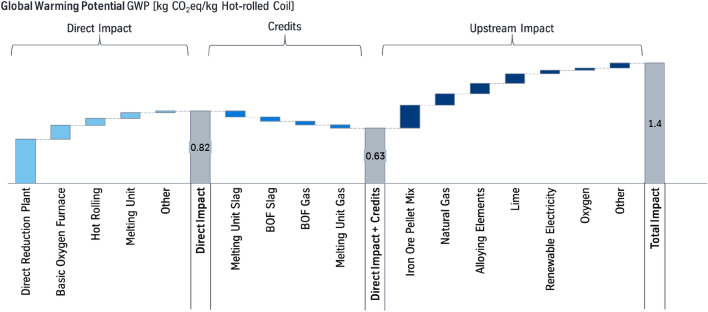
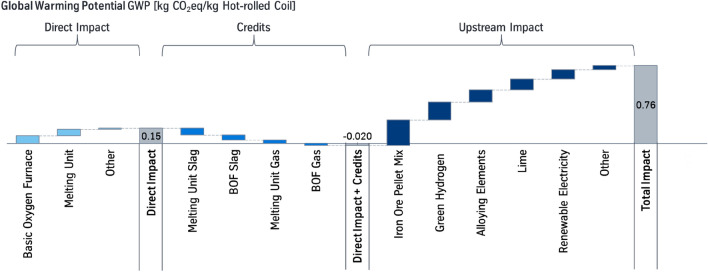
The production of flat steel products is commonly linked to highly integrated sites, which include hot metal generation via the blast furnace, basic oxygen furnace (BOF), continuous casting, and subsequent hot-rolling. In order to reach carbon neutrality a shift away from traditional carbon-based metallurgy is required within the next decades. Direct reduction (DR) plants are capable to support this transition and allow even a stepwise reduction in CO emissions. Nevertheless, the implementation of these DR plants into integrated metallurgical plants includes various challenges. Besides metallurgy, product quality, and logistics, special attention is given on future energy demand. On the basis of carbon footprint methodology (ISO 14067:2019) different scenarios of a stepwise transition are evaluated and values of possible COequivalent (COeq) reduction are coupled with the demand of hydrogen, electricity, natural gas, and coal. While the traditional blast furnace-BOF route delivers a surplus of electricity in the range of 0.7 MJ/kg hot-rolled coil; this surplus turns into a deficit of about 17 MJ/kg hot-rolled coil for a hydrogen-based direct reduction with an integrated electric melting unit. On the other hand, while the product carbon footprint of the blast furnace-related production route is 2.1 kg COeq/kg hot-rolled coil; this footprint can be reduced to 0.76 kg COeq/kg hot-rolled coil for the hydrogen-related route, provided that the electricity input is from renewable energies. Thereby the direct impact of the processes of the integrated site can even be reduced to 0.15 kg COeq/kg hot-rolled coil. Yet, if the electricity input has a carbon footprint of the current German or European electricity grid mix, the respective carbon footprint of hot-rolled coil even increases up to 3.0 kg COeq/kg hot-rolled coil. This underlines the importance of the availability of renewable energies.
The online version contains supplementary material available at 10.1007/s40831-022-00585-x.
扁钢产品的生产通常与高度集成的工厂相关联,这些工厂包括通过高炉、碱性氧气转炉(BOF)进行铁水生产、连铸以及随后的热轧。为了实现碳中和,在未来几十年内需要从传统的碳基冶金转向其他方式。直接还原(DR)工厂有能力支持这一转变,并使二氧化碳排放量逐步减少。然而,将这些直接还原工厂整合到综合冶金工厂中存在各种挑战。除了冶金、产品质量和物流外,还特别关注未来的能源需求。基于碳足迹方法(ISO 14067:2019),对逐步过渡的不同情景进行了评估,并将可能的二氧化碳当量(COeq)减排值与氢气、电力、天然气和煤炭的需求相结合。传统的高炉 - 碱性氧气转炉路线在热轧卷方面可产生约0.7兆焦/千克的电力盈余;而对于带有集成电熔炉的基于氢气的直接还原工艺,这一盈余会转变为约17兆焦/千克热轧卷的电力短缺。另一方面,与高炉相关的生产路线的产品碳足迹为2.1千克COeq/千克热轧卷;如果电力输入来自可再生能源,那么与氢气相关的路线的碳足迹可降至0.76千克COeq/千克热轧卷。由此,综合工厂各流程的直接影响甚至可降至0.15千克COeq/千克热轧卷。然而,如果电力输入具有当前德国或欧洲电网混合的碳足迹,热轧卷的相应碳足迹甚至会增加至3.0千克COeq/千克热轧卷。这凸显了可再生能源供应的重要性。
在线版本包含可在10.1007/s40831 - 022 - 00585 - x获取的补充材料。