Matuszak Jakub, Zaleski Kazimierz, Zyśko Andrzej
Department of Production Engineering, Mechanical Engineering Faculty, Lublin University of Technology, Nadbystrzycka 38D, 20-618 Lublin, Poland.
Materials (Basel). 2023 Jul 30;16(15):5361. doi: 10.3390/ma16155361.
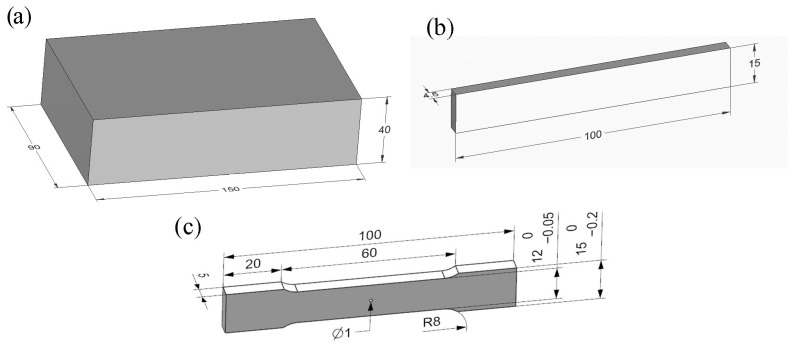
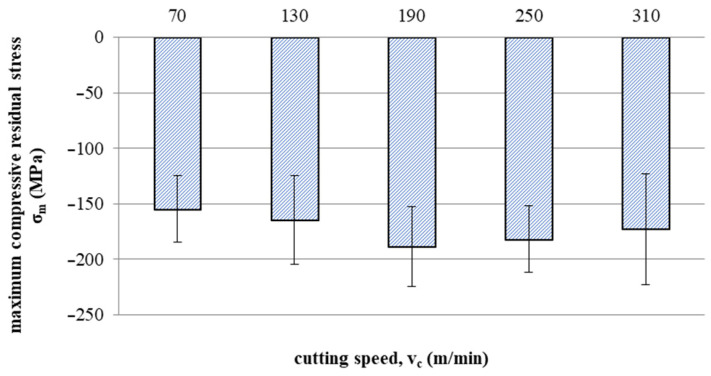
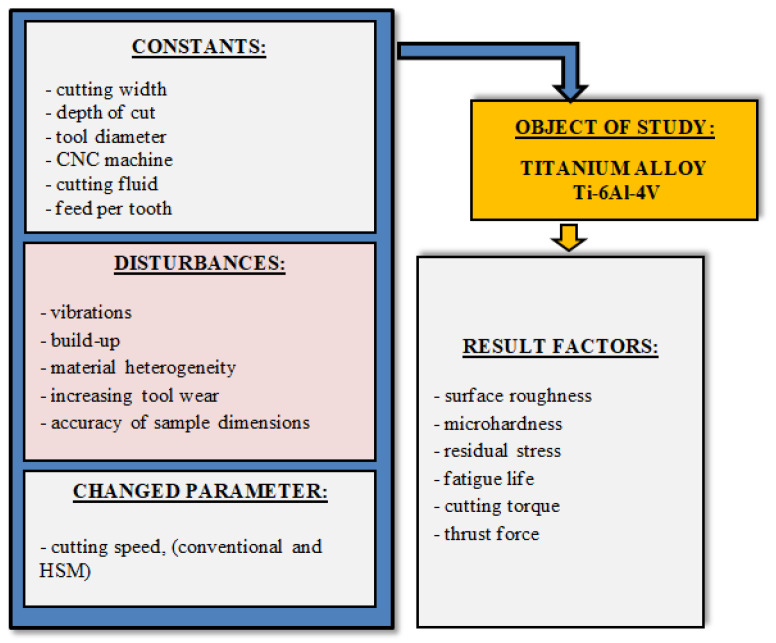
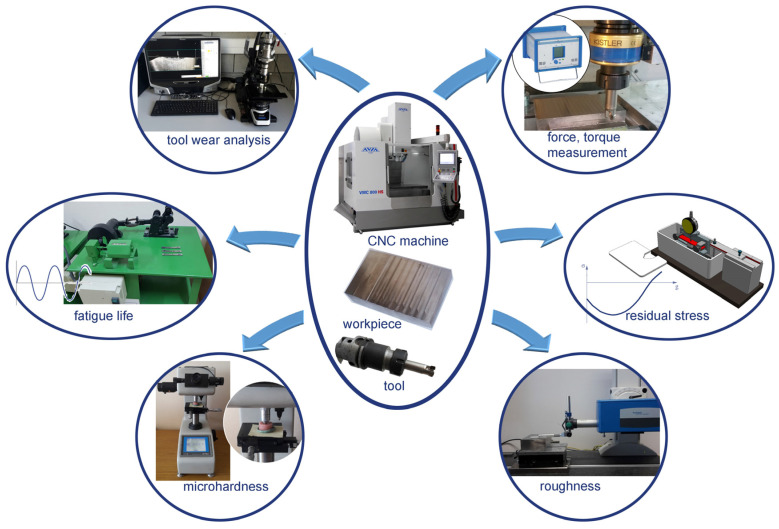
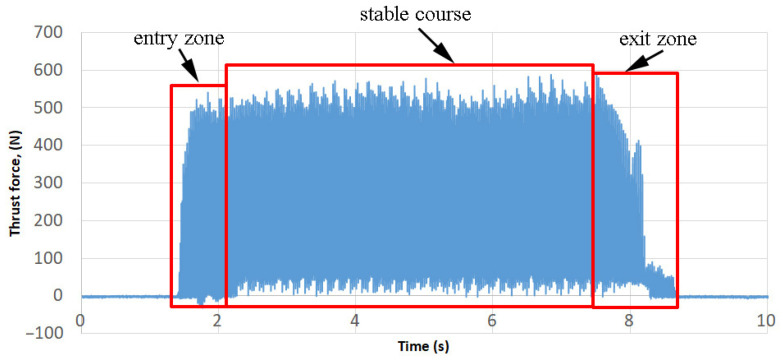
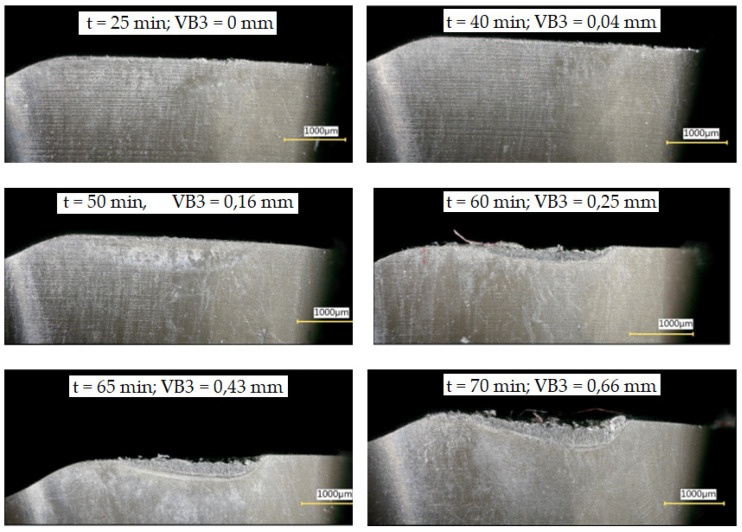
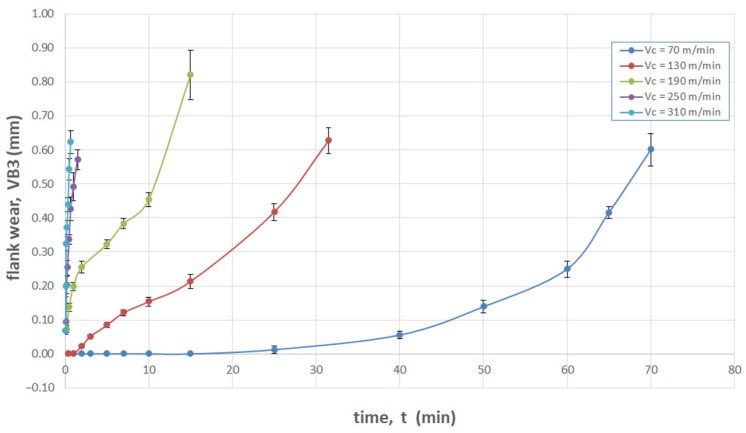
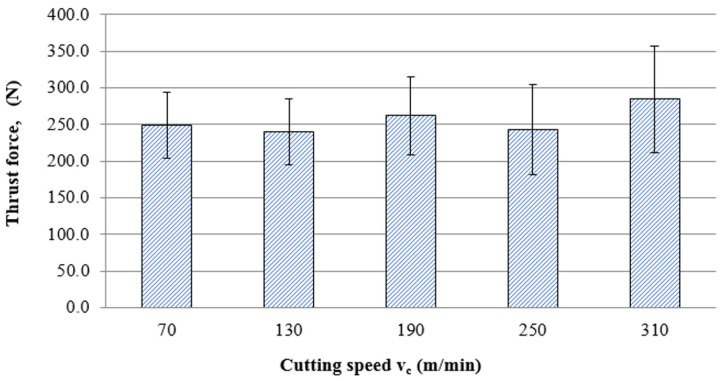
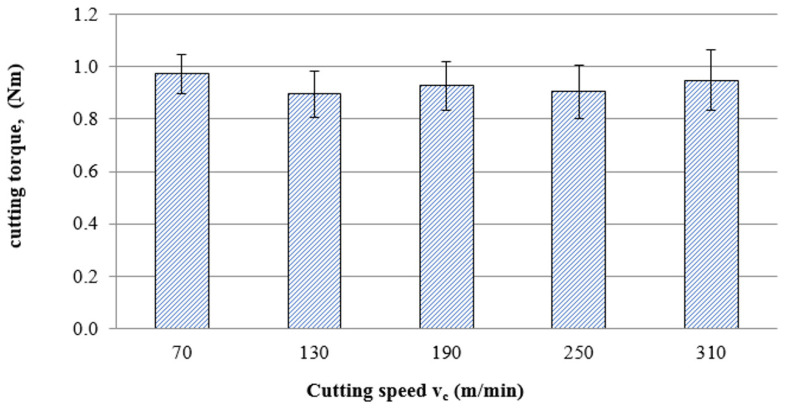
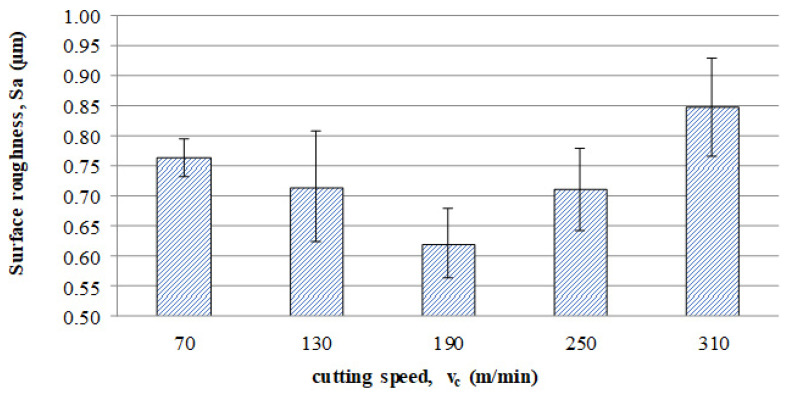
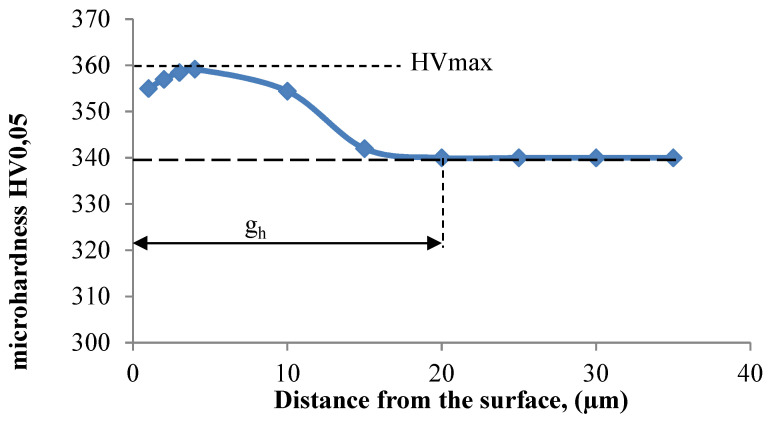
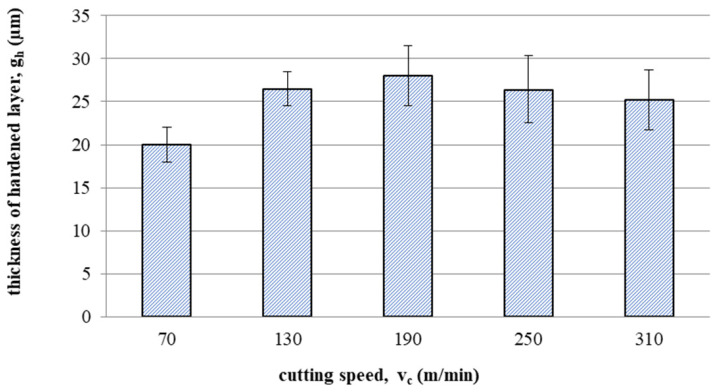
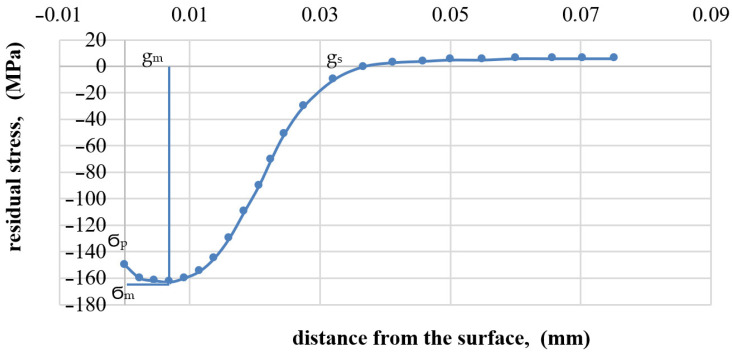
This article presents the results of experimental research on the effect of high-speed machining (HSM) in the milling process on the tool wear, surface layer properties, and fatigue life of objects made of Ti-6Al-4V titanium alloy. Titanium alloys are widely used in many industries due to their high strength-to-density ratio, corrosion resistance, and resistance to dynamic loads. The experiment was conducted on a vertical three-axis machining centre, Avia VMC800HS. The influence of increased cutting speeds on the average values and amplitudes of the total cutting force components and the surface roughness of the machined workpiece was determined. Variable cutting speeds v = 70; 130; 190; 250; 310 m/min were applied. The impact of HSM on machinability indicators, such as the microhardness of the surface layer, the distribution of residual stresses, and the fatigue life of the samples after milling, was analysed. The thickness of the hardened layer varied from 20 to 28 micrometres. The maximum compressive residual stress Ϭ = 190 MPa was achieved at the speed of v = 190 m/min. A significant influence of increased cutting speeds on tool wear was demonstrated. The longest tool life (t = 70 min) was obtained for low cutting speeds (conventional) v = 70 m/min.
本文介绍了高速加工(HSM)在铣削过程中对Ti-6Al-4V钛合金制成物体的刀具磨损、表面层性能和疲劳寿命影响的实验研究结果。钛合金因其高强度密度比、耐腐蚀性和抗动态载荷能力而在许多行业中广泛使用。实验在一台立式三轴加工中心Avia VMC800HS上进行。确定了切削速度提高对加工工件总切削力分量的平均值和幅值以及表面粗糙度的影响。采用了可变切削速度v = 70;130;190;250;310 m/min。分析了高速加工对可加工性指标的影响,如表面层的显微硬度、残余应力分布以及铣削后样品的疲劳寿命。硬化层厚度在20至28微米之间变化。在v = 190 m/min的速度下获得了最大压缩残余应力Ϭ = 190 MPa。切削速度提高对刀具磨损有显著影响。低切削速度(传统)v = 70 m/min时刀具寿命最长(t = 70 min)。