Milašinović Veljko, Alil Ana, Milašinović Mijat, Vencl Aleksandar, Hatala Michal, Dikić Stefan, Gligorijević Bojan
VTM Solutions, Slavke Đurđević 19/2, 35000 Jagodina, Serbia.
Department of Electrochemistry, University of Belgrade, Institute of Chemistry, Technology and Metallurgy (IHTM), Njegoševa 12, 11000 Belgrade, Serbia.
Materials (Basel). 2024 Jul 3;17(13):3284. doi: 10.3390/ma17133284.
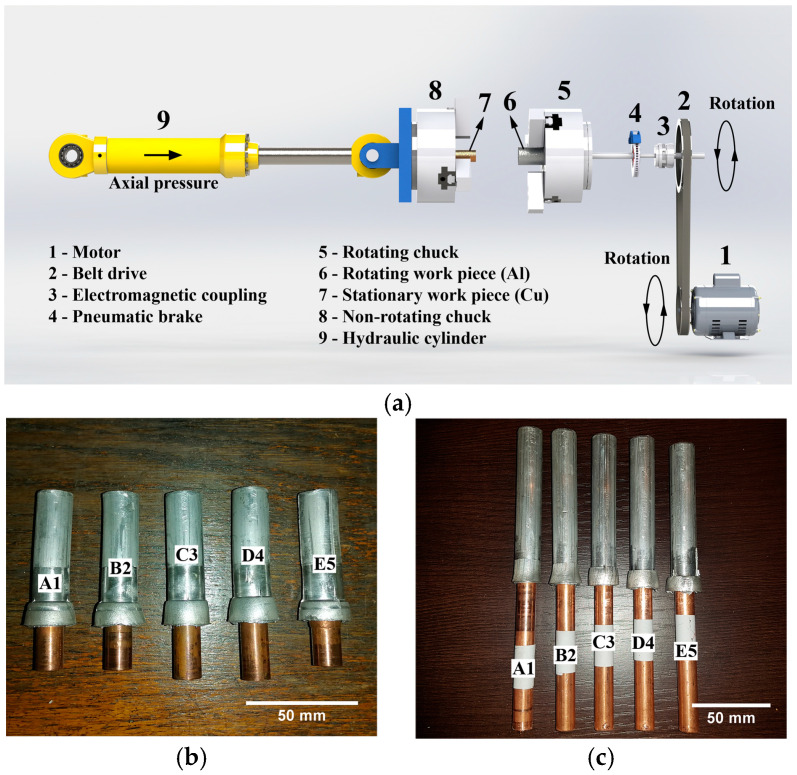
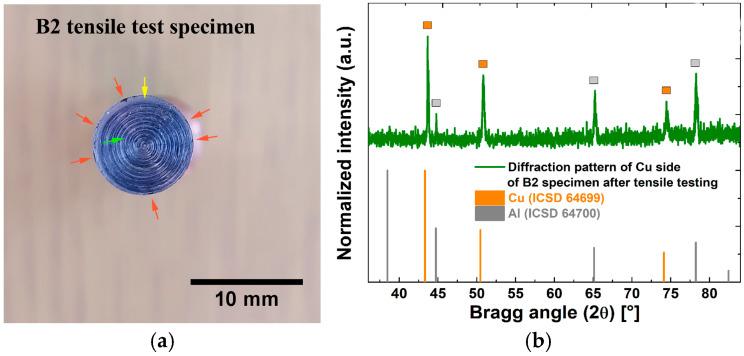
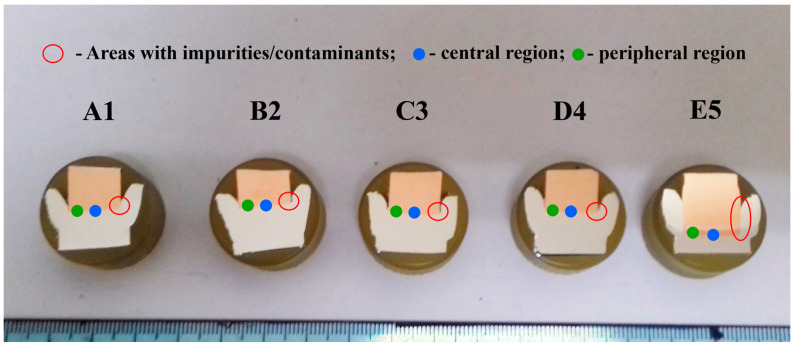
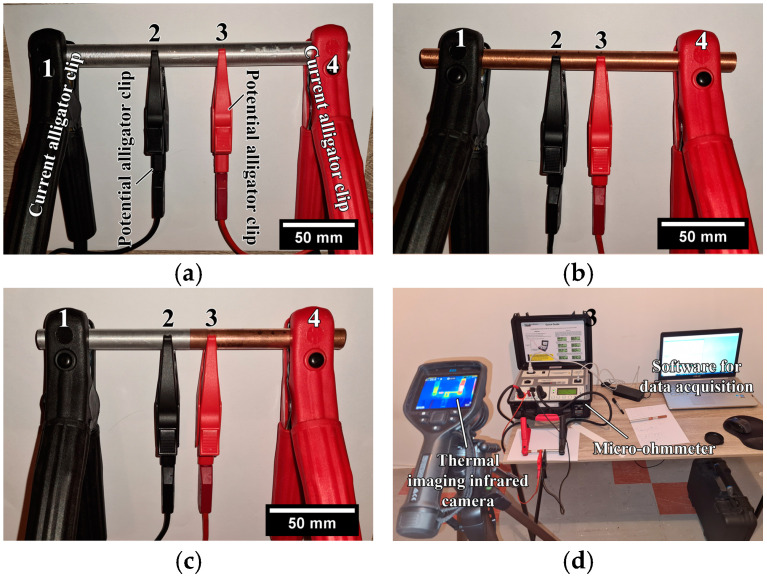
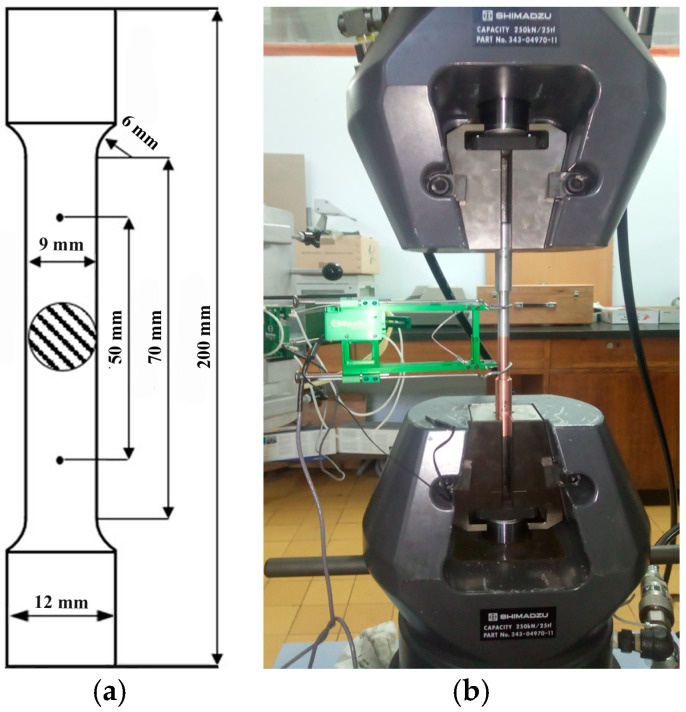
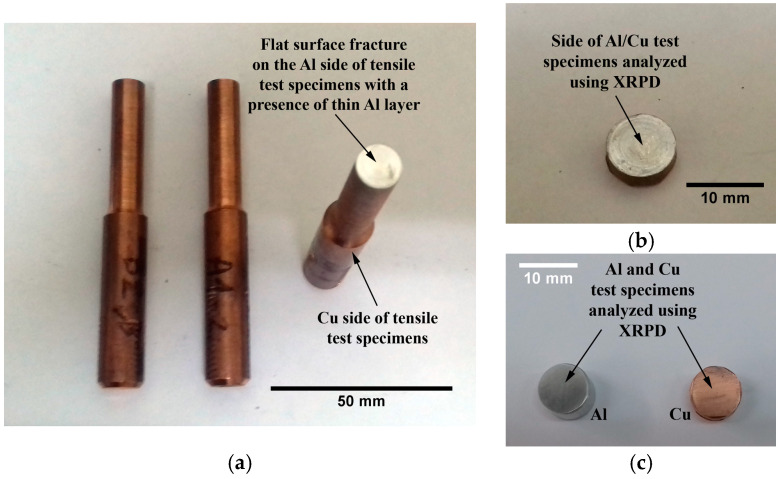
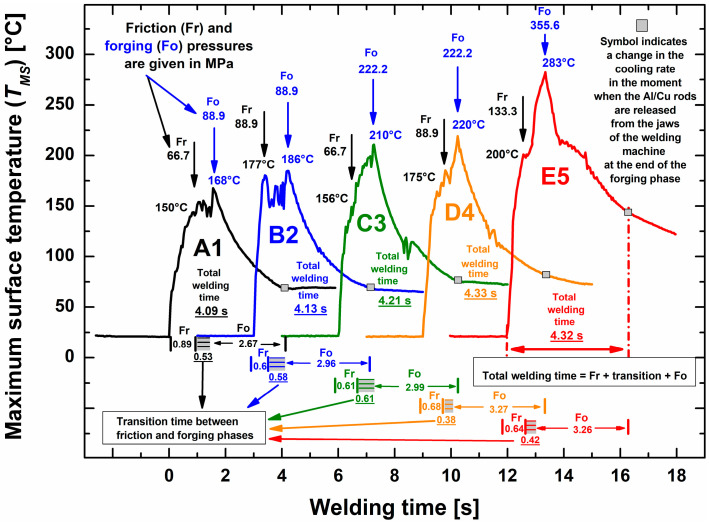
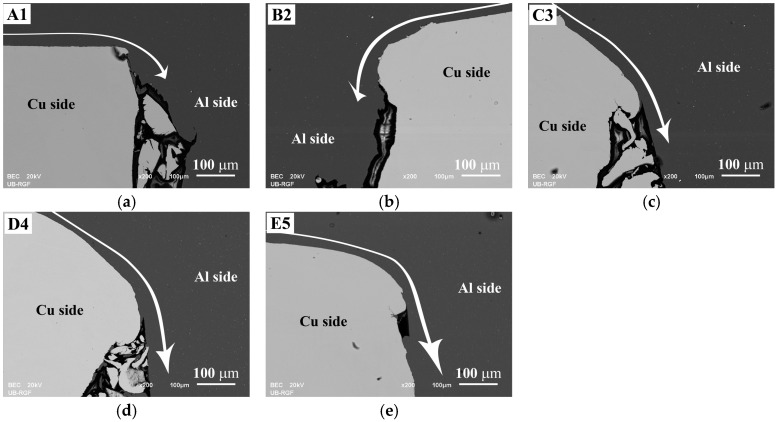
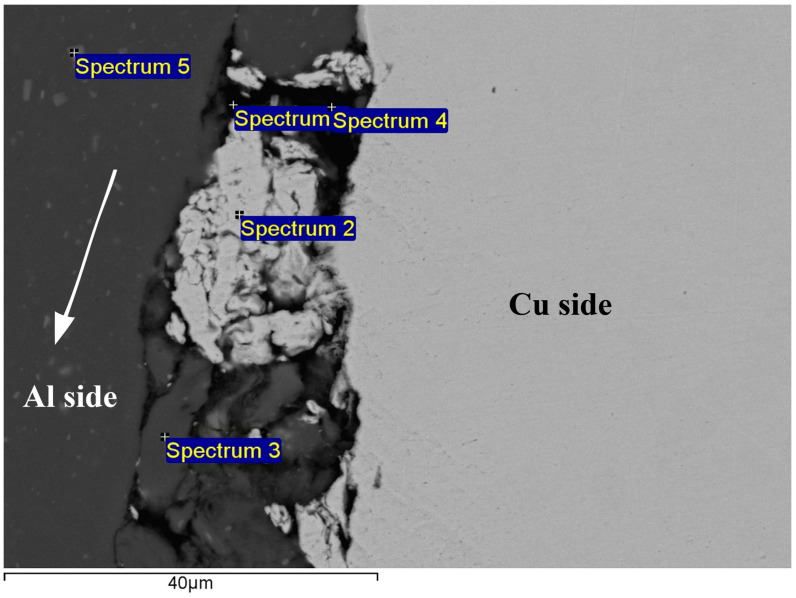
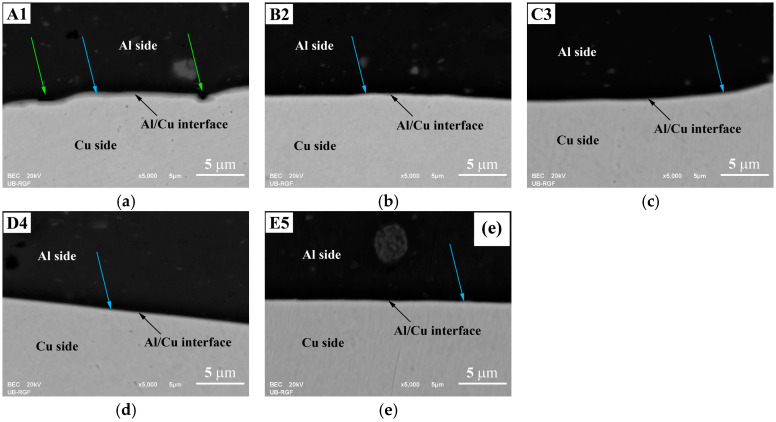
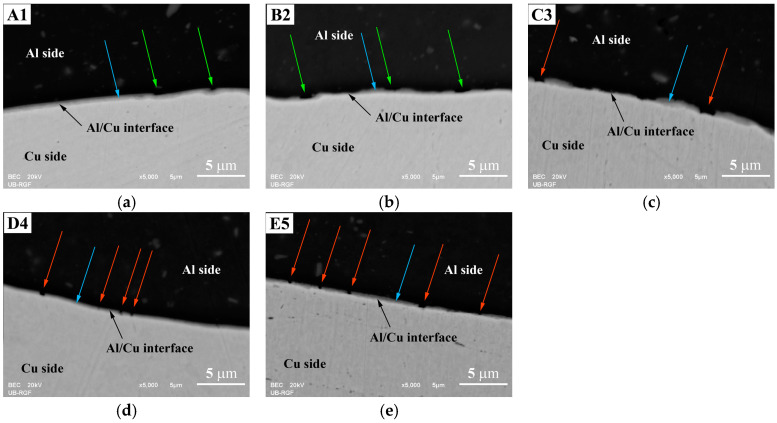
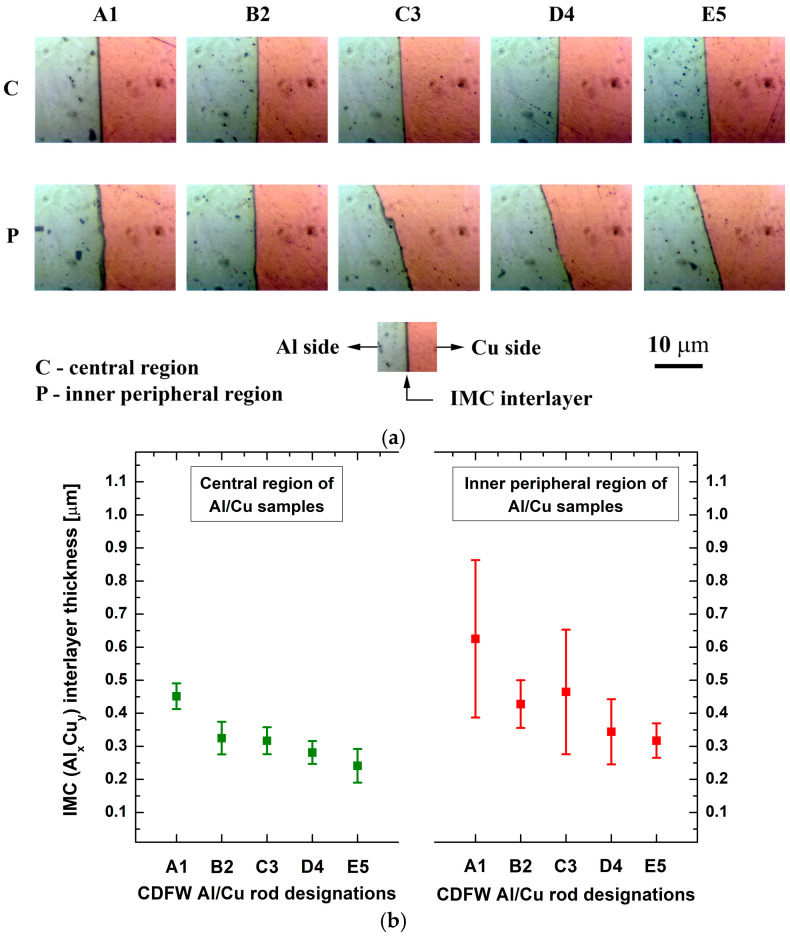
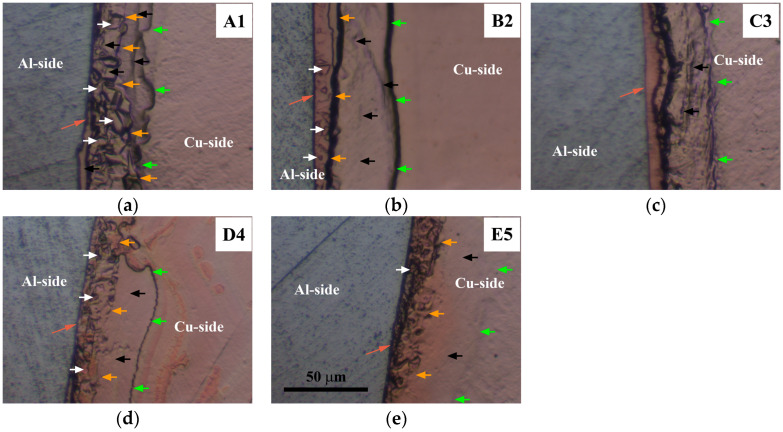
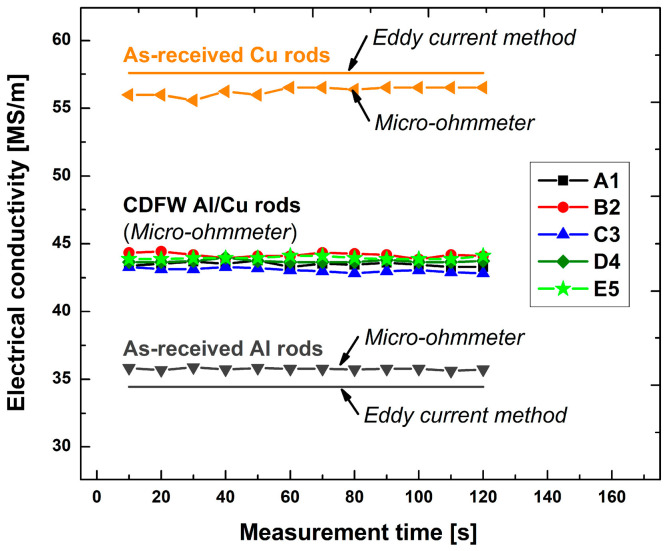
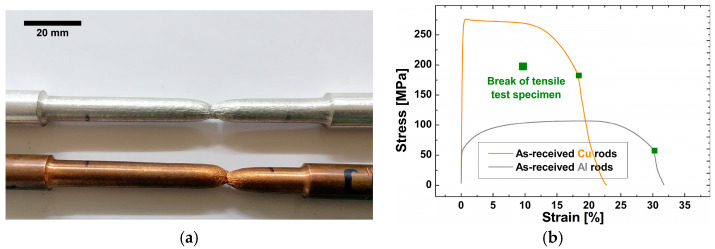
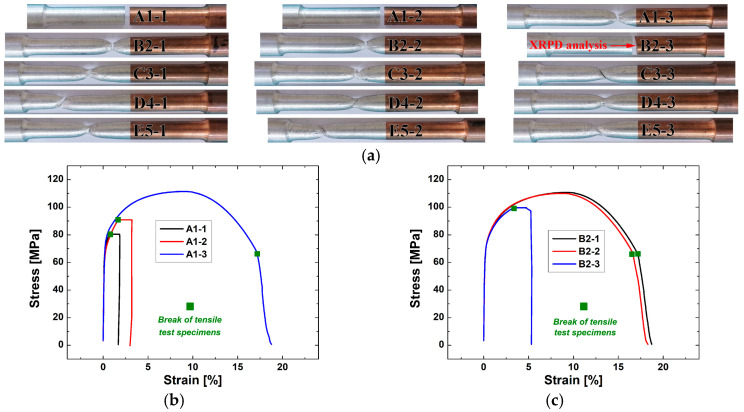
The present study aimed to enhance the efficiency and efficacy of the Al/Cu joint production process implemented by the company VEMID Ltd., Jagodina, Serbia, by attaining sound joints within a very short welding time. For this purpose, the present study aimed at investigating the accuracy and the quality of the continuous drive friction welding (CDFW) process, as well as the optimum combination of CDFW parameters with highest joint efficiency in terms of investigated properties. The accuracy was estimated through an analysis of temperature-time curves recorded during CDFW using an infrared camera. The quality was evaluated through an investigation of the properties of Al/Cu joints produced using different friction (66.7, 88.9, and 133.3 MPa) and forging (88.9, 222.2, and 355.6 MPa) pressures and a constant total welding time (4 s) and rotational speed (2100 rpm). Thermal imaging with an infrared camera demonstrated that the actual total welding time was 15% longer compared to the nominal value. This was attributed to the slow pressure response of the pneumatic brake system. The relative changes in the maximum surface temperature () during the CDFW process corresponded to changes in welding pressures, indicating the potential of the thermal imaging method for monitoring and assessing this process. A preliminary investigation demonstrated that Al/Cu joints produced using welding pressures less than 88.9 MPa often displayed the presence of non-joined micro-regions at the Al/Cu interface and a significant thickness of interfacial AlCu (up to 1 µm). However, when friction pressure was set at 66.7 MPa, an increase in the forging pressure to 222.2 MPa eliminated the presence of non-joined micro-regions and reduced the thickness of AlCu to 0.5 µm on the average level. These Al/Cu joints achieved the highest joint efficiencies in terms of strength (100%) and ductility (61%). They exhibited an electrical conductivity higher than 92% of the theoretical value. A further increase in any welding pressure produced similar or deteriorated properties, accompanied by an increase in the consumption of raw materials and energy. Such turn of events was counterproductive to the original goal of increasing the efficiency and efficacy of the CDFW process.
本研究旨在通过在极短的焊接时间内获得优质接头,提高塞尔维亚亚戈迪纳市VEMID有限公司实施的铝/铜接头生产工艺的效率和效能。为此,本研究旨在研究连续驱动摩擦焊接(CDFW)工艺的精度和质量,以及就所研究的性能而言具有最高接头效率的CDFW参数的最佳组合。通过分析使用红外热像仪在CDFW过程中记录的温度-时间曲线来估计精度。通过研究使用不同摩擦压力(66.7、88.9和133.3兆帕)和锻造压力(88.9、222.2和355.6兆帕)以及恒定的总焊接时间(4秒)和转速(2100转/分钟)生产的铝/铜接头的性能来评估质量。用红外热像仪进行的热成像显示,实际总焊接时间比标称值长15%。这归因于气动制动系统的压力响应缓慢。CDFW过程中最大表面温度()的相对变化与焊接压力的变化相对应,表明热成像方法在监测和评估该过程方面的潜力。初步研究表明,使用小于88.9兆帕的焊接压力生产的铝/铜接头在铝/铜界面处经常出现未连接的微区,并且界面AlCu的厚度显著(高达1微米)。然而,当摩擦压力设定为66.7兆帕时,将锻造压力提高到222.2兆帕可消除未连接微区的存在,并将AlCu的厚度平均降低到0.5微米。这些铝/铜接头在强度(100%)和延展性(61%)方面实现了最高的接头效率。它们的电导率高于理论值的92%。任何焊接压力的进一步增加都会产生相似或变差的性能,同时伴随着原材料和能源消耗的增加。这种情况与提高CDFW工艺效率和效能的原始目标背道而驰。