Gelis Artem V, Kozak Peter, Breshears Andrew T, Brown M Alex, Launiere Cari, Campbell Emily L, Hall Gabriel B, Levitskaia Tatiana G, Holfeltz Vanessa E, Lumetta Gregg J
Radiochemistry Program, Department of Chemistry and Biochemistry, University of Nevada, Las Vegas, NV, 89101, USA.
Chemical and Fuel Cycle Technology Division, Argonne National Laboratory, Argonne, IL, 60439, USA.
Sci Rep. 2019 Sep 6;9(1):12842. doi: 10.1038/s41598-019-48619-x.
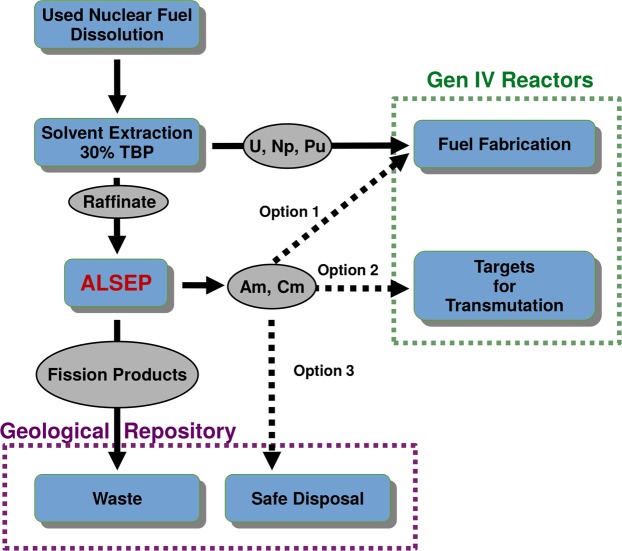
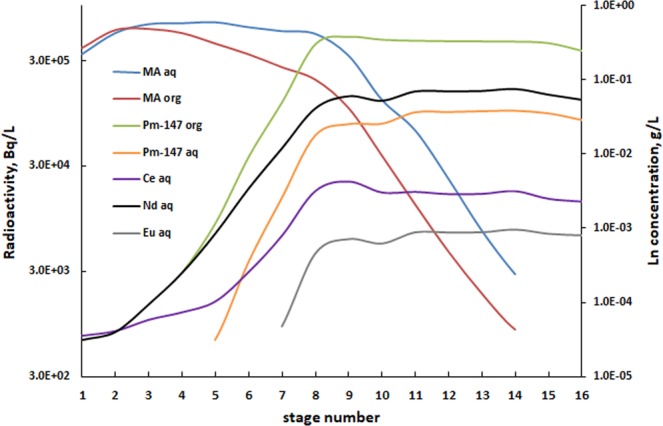
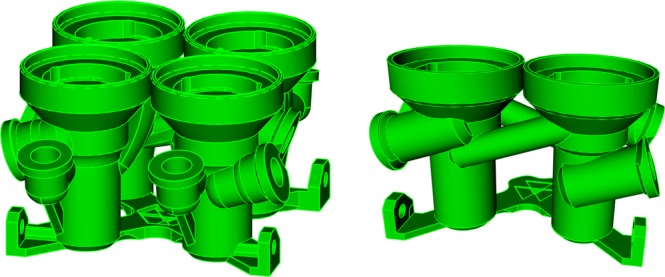
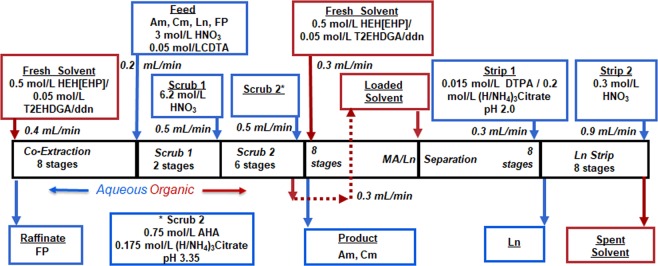
Expanded low-carbon baseload power production through the use of nuclear fission can be enabled by recycling long-lived actinide isotopes within the nuclear fuel cycle. This approach provides the benefits of (a) more completely utilizing the energy potential of mined uranium, (b) reducing the footprint of nuclear geological repositories, and (c) reducing the time required for the radiotoxicity of the disposed waste to decrease to the level of uranium ore from one hundred thousand years to a few hundred years. A key step in achieving this goal is the separation of long-lived isotopes of americium (Am) and curium (Cm) for recycle into fast reactors. To achieve this goal, a novel process was successfully demonstrated on a laboratory scale using a bank of 1.25-cm centrifugal contactors, fabricated by additive manufacturing, and a simulant containing the major fission product elements. Americium and Cm were separated from the lanthanides with over 99.9% completion. The sum of the impurities of the Am/Cm product stream using the simulated raffinate was found to be 3.2 × 10 g/L. The process performance was validated using a genuine high burnup used nuclear fuel raffinate in a batch regime. Separation factors of nearly 100 for Eu over Am were achieved. All these results indicate the process scalability to an engineering scale.
通过在核燃料循环中回收长寿命锕系元素同位素,可以扩大利用核裂变的低碳基荷电力生产。这种方法具有以下优点:(a) 更充分地利用开采铀的能量潜力;(b) 减少核地质处置库的占地面积;(c) 将处置废物的放射性毒性从十万年降至铀矿石水平所需的时间从十万年减少到几百年。实现这一目标的关键步骤是分离镅(Am)和锔(Cm)的长寿命同位素,以便循环回快中子反应堆。为了实现这一目标,使用一组由增材制造制造的1.25厘米离心接触器和一种含有主要裂变产物元素的模拟物,在实验室规模上成功演示了一种新工艺。镅和锔与镧系元素的分离完成率超过99.9%。使用模拟萃余液时,Am/Cm产物流的杂质总和为3.2×10 g/L。在间歇模式下使用真正的高燃耗乏核燃料萃余液对工艺性能进行了验证。实现了Eu相对于Am的分离因子接近100。所有这些结果表明该工艺可扩展到工程规模。