Struzikiewicz Grzegorz, Sioma Andrzej
Production Engineering Institute, Mechanical Faculty, Cracow University of Technology, 31-155 Kraków, Poland.
Department of Process Control, Faculty of Mechanical Engineering and Robotics, AGH University of Science and Technology, 30-059 Kraków, Poland.
Materials (Basel). 2020 Apr 3;13(7):1662. doi: 10.3390/ma13071662.
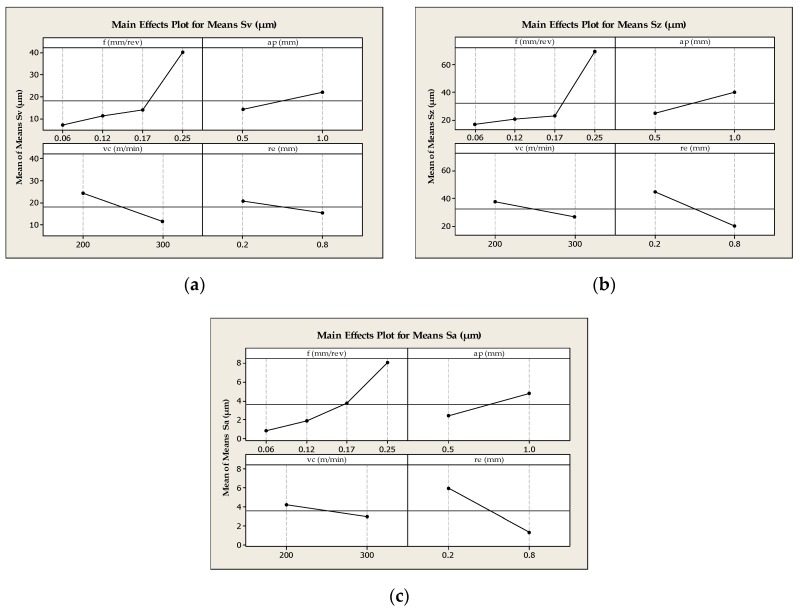
This article presents selected issues related to the workpiece surface quality after machining by the laser sintering of AlSi10MG alloy powder. The surfaces of the workpiece were prepared and machined by longitudinal turning with tools made of sintered carbides. The occurrence of breaches on the machined material surface was found, which negatively influence the values of 3D surface roughness parameters. The occurring phenomena were analyzed and proposals for their explanation were made. Guidelines for the machining of workpieces achieved by the laser sintering of powders were developed. The lowest value of the 3D roughness parameters was obtained for = 0.06 mm/rev, = 0.5-1.0 mm, and for the nose radius of cutting insert = 0.8 mm. The results of research on the effect of cutting parameters on the values of parameters describing the surface quality are presented. Topography measurements and 3D surface roughness parameters are presented, as well as the results of a microscopic 3D surface analysis. Taguchi's method was used in the research methodology.
本文介绍了与AlSi10MG合金粉末激光烧结加工后工件表面质量相关的若干问题。工件表面采用硬质合金刀具进行纵向车削加工制备。发现加工材料表面出现缺口,这对三维表面粗糙度参数值产生负面影响。对出现的现象进行了分析,并提出了解释建议。制定了粉末激光烧结加工工件的指导方针。当进给量为0.06mm/rev、切削深度为0.5 - 1.0mm且切削刀片刀尖半径为0.8mm时,获得了最低的三维粗糙度参数值。给出了切削参数对描述表面质量参数值影响的研究结果。展示了形貌测量、三维表面粗糙度参数以及微观三维表面分析结果。研究方法中采用了田口方法。