Saleh Mustafa, Anwar Saqib, El-Tamimi Abdualziz, Khan Mohammed Muneer, Ahmad Shafiq
Industrial Engineering Department, College of Engineering, King Saud University, Riyadh 11421, Saudi Arabia.
Raytheon Chair for Systems Engineering (RCSE Chair), Advanced Manufacturing Institute, King Saud University, Riyadh 11421, Saudi Arabia.
Micromachines (Basel). 2020 Apr 29;11(5):469. doi: 10.3390/mi11050469.
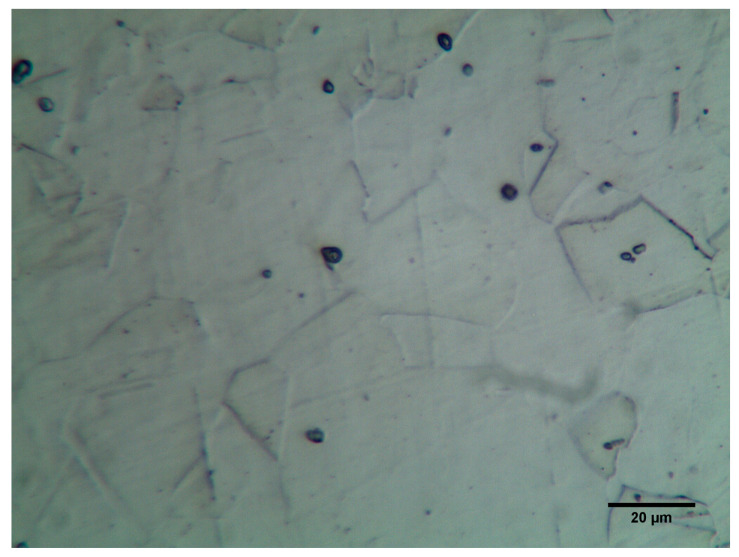
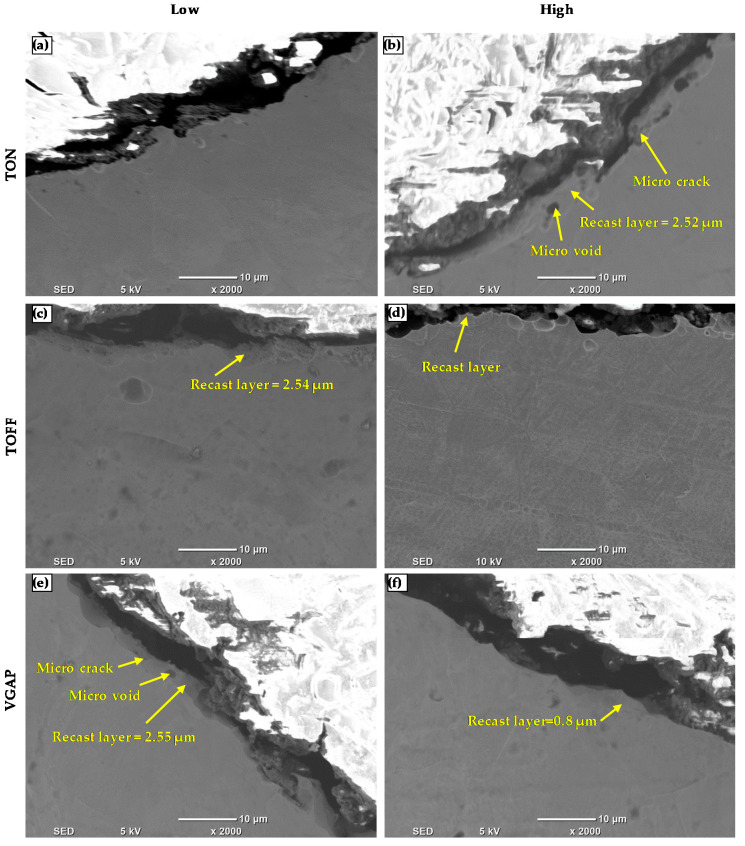
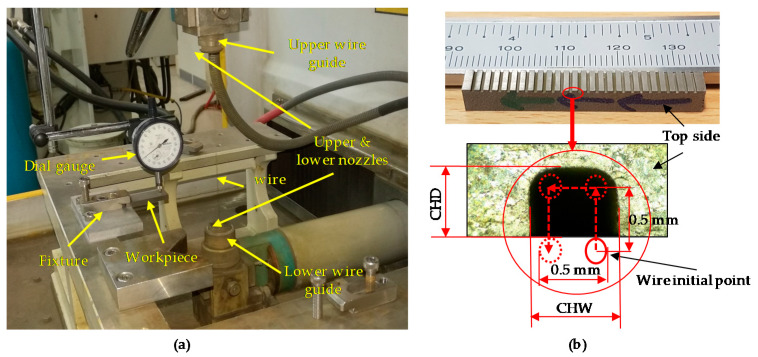
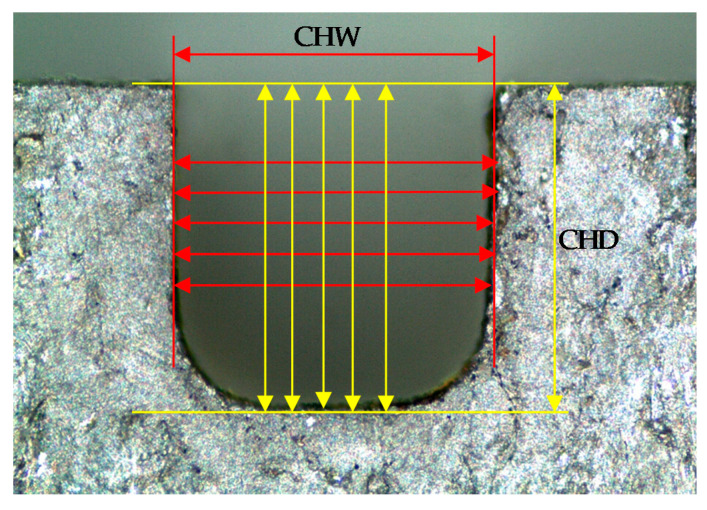
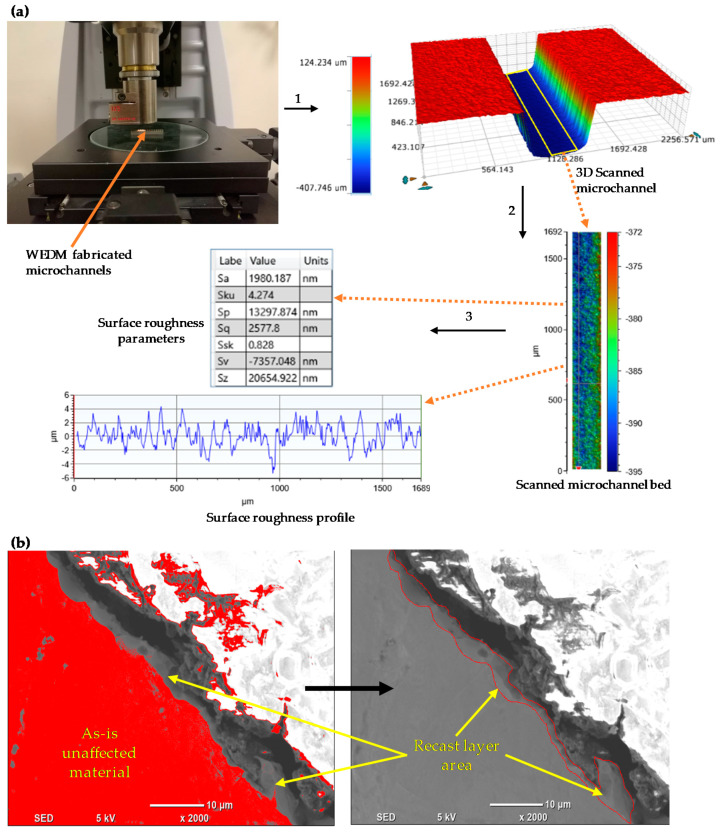
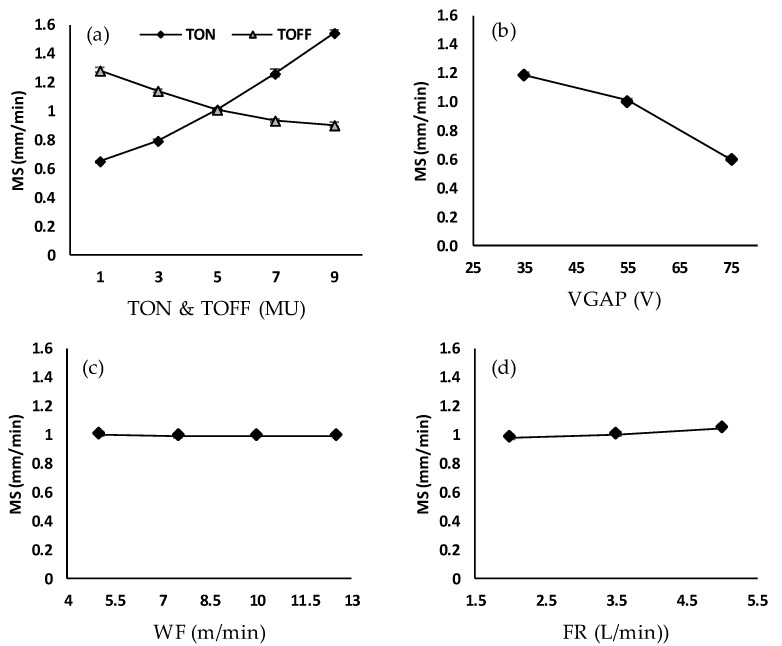
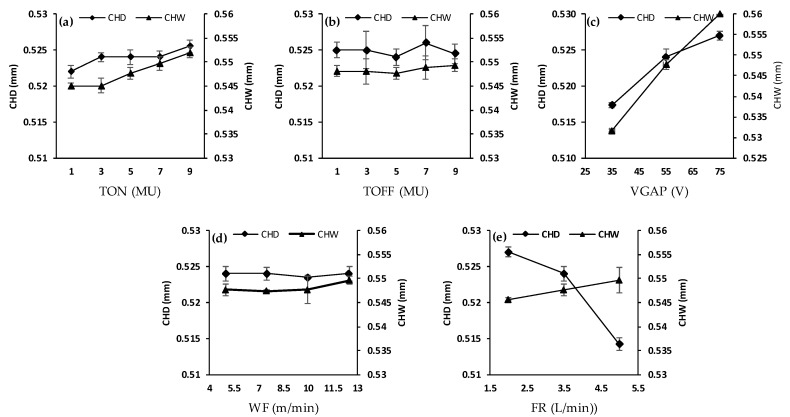
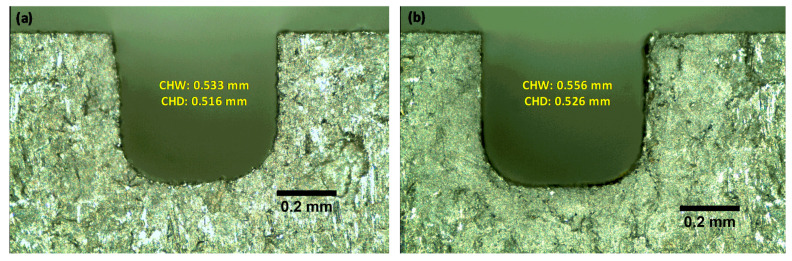
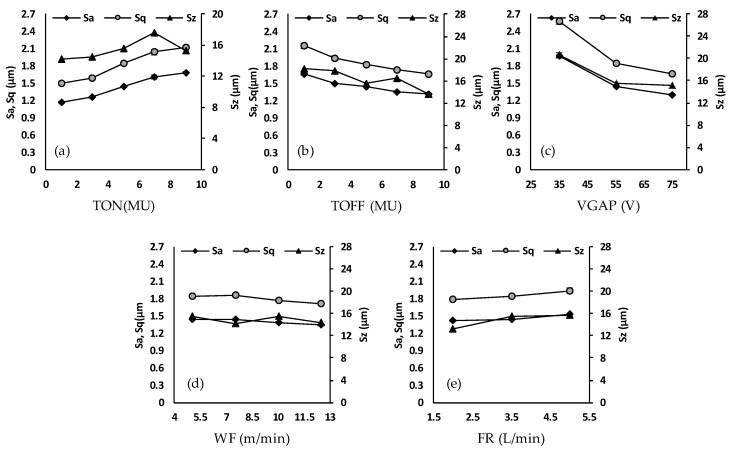
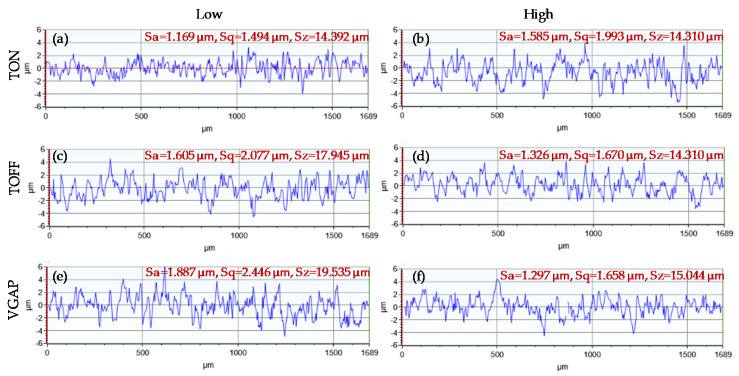
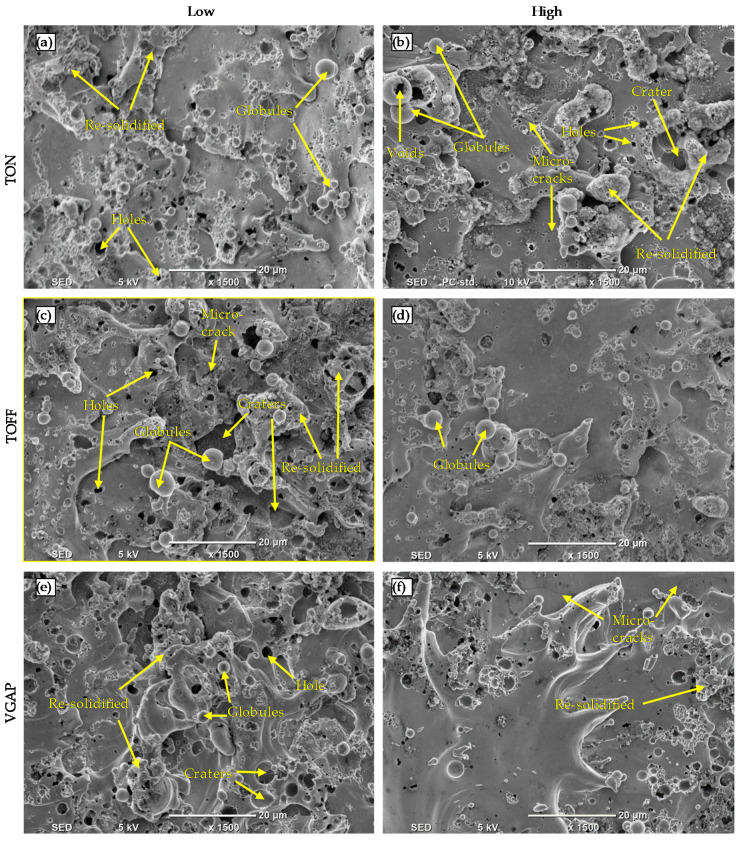
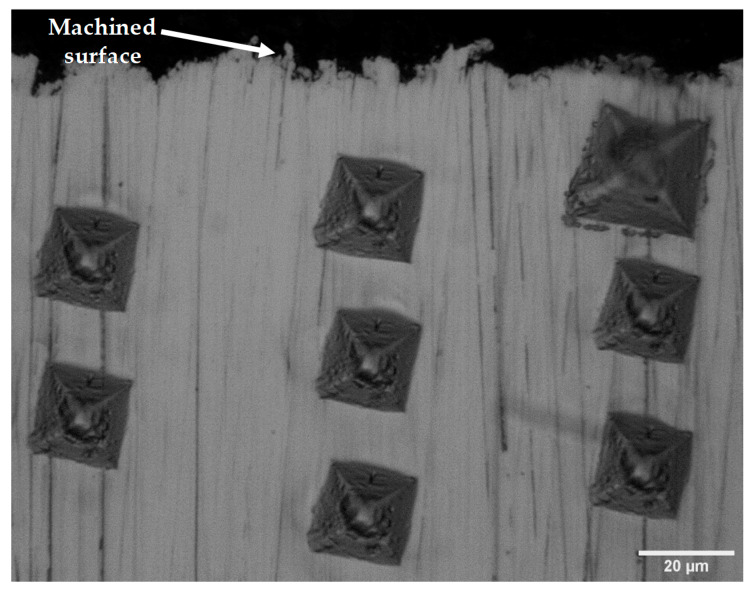
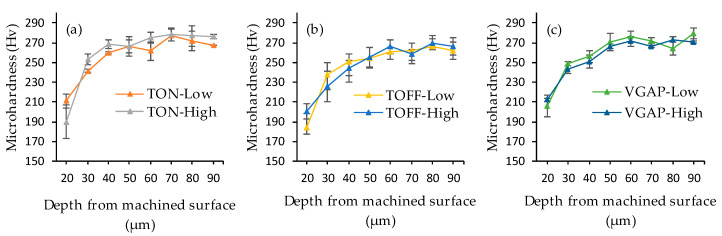
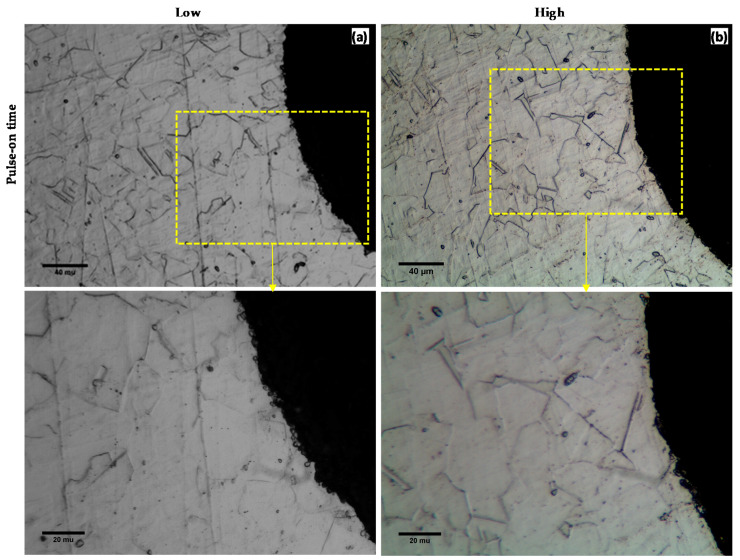
This paper presents the results of an investigation on the capacity of wire electrical discharge machining (WEDM) to produce microchannels in the Nickel-based alloy, Monel 400. The main objective of the current study is to produce microchannels with desired/target geometry and acceptable surface quality. Square cross-sectional microchannels with dimensions of 500 × 500 µm were investigated. Experiments were conducted based on the one-factor-at-a-time approach for the key input WEDM process parameters, namely pulse-on time (TON), pulse-off time (TOFF), average gap voltage (VGAP), wire feed (WF), and dielectric flow rate (FR). Dimensional accuracy, machining speed, surface roughness, surface morphology, microhardness, and microstructure were analyzed to evaluate the microchannels. The minimum errors of 6% and 3% were observed in the width and depth of the microchannels, respectively. Furthermore, microchannels with enhanced surface integrity could be produced exhibiting smooth surface morphology and shallow recast layer (~0-2.55 µm).
本文介绍了关于电火花线切割加工(WEDM)在镍基合金蒙乃尔400上制造微通道能力的研究结果。当前研究的主要目标是制造出具有所需/目标几何形状和可接受表面质量的微通道。对尺寸为500×500 µm的方形横截面微通道进行了研究。基于一次一因素方法,对电火花线切割加工关键工艺参数,即脉冲导通时间(TON)、脉冲关断时间(TOFF)、平均间隙电压(VGAP)、丝速(WF)和工作液流速(FR)进行了实验。通过分析尺寸精度、加工速度、表面粗糙度、表面形貌、显微硬度和微观结构来评估微通道。在微通道的宽度和深度上分别观察到最小误差为6%和3%。此外,可以制造出表面完整性增强的微通道,其表面形貌光滑,重铸层较浅(约0 - 2.55 µm)。