Behrens Bernd-Arno, Uhe Johanna, Petersen Tom, Klose Christian, Thürer Susanne E, Diefenbach Julian, Chugreeva Anna
Institut für Umformtechnik und Umformmaschinen (Forming Technology and Machines), Leibniz Universität Hannover, An der Universität 2, 30823 Garbsen, Germany.
Institut für Werkstoffkunde (Materials Science), Leibniz Universität Hannover, An der Universität 2, 30823 Garbsen, Germany.
Materials (Basel). 2021 Feb 8;14(4):803. doi: 10.3390/ma14040803.
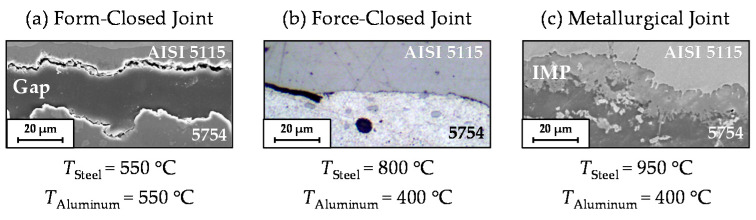
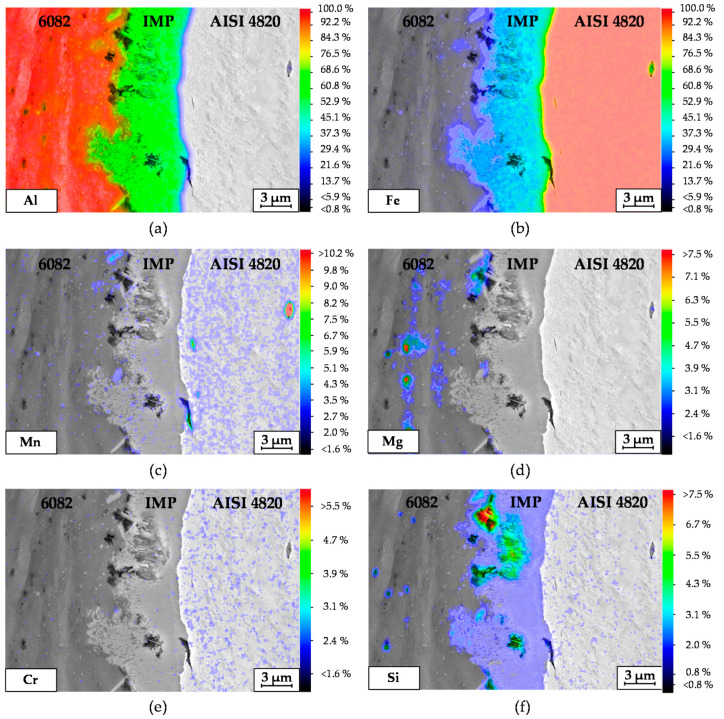
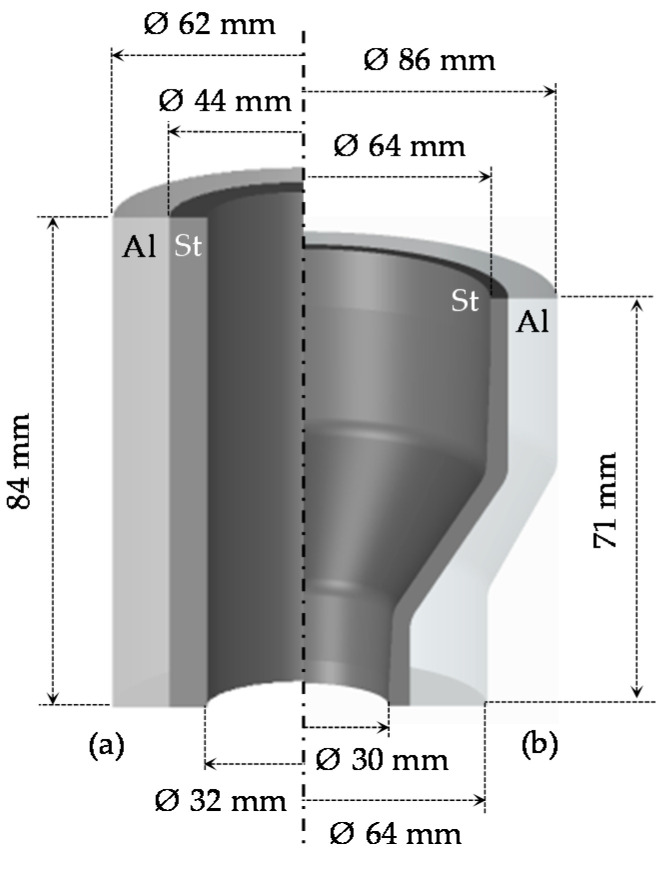
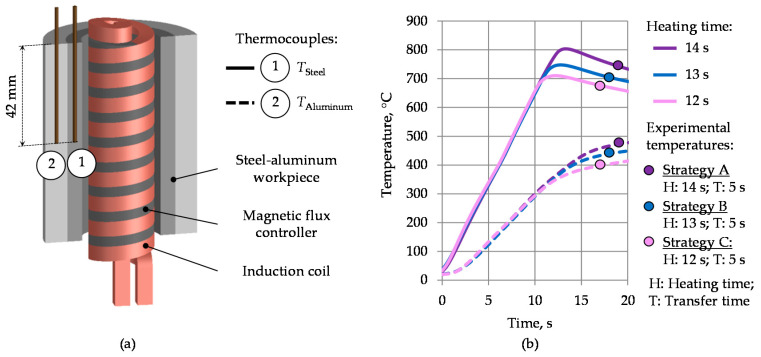
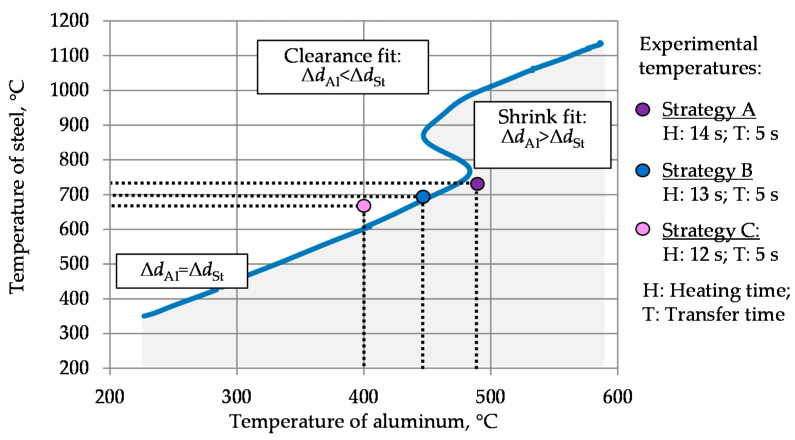
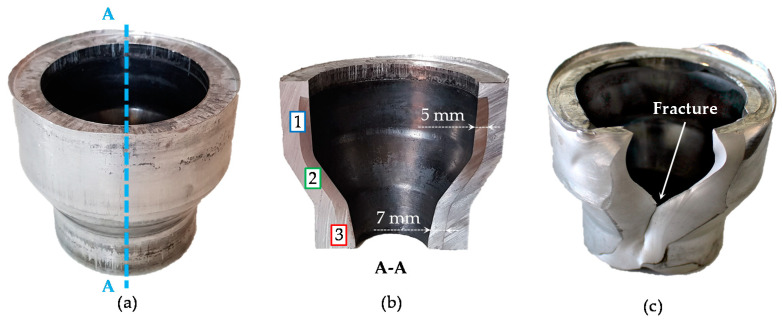
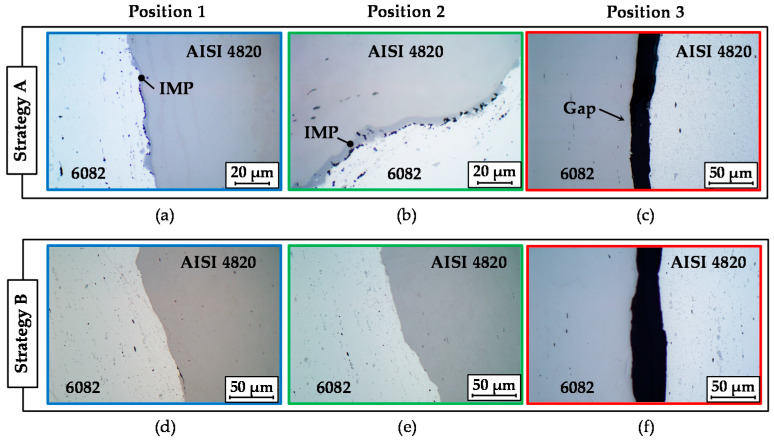
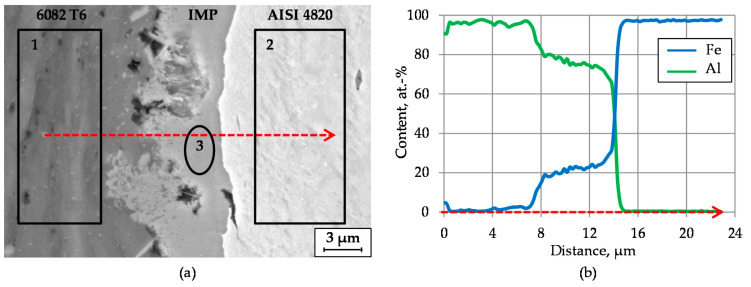
The current study introduces a method for manufacturing steel-aluminum bearing bushings by compound forging. To study the process, cylindrical bimetal workpieces consisting of steel AISI 4820 (1.7147, 20MnCr5) in the internal diameter and aluminum 6082 (3.2315, AlSi1MgMn) in the external diameter were used. The forming of compounds consisting of dissimilar materials is challenging due to their different thermophysical and mechanical properties. The specific heating concept discussed in this article was developed in order to achieve sufficient formability for both materials simultaneously. By means of tailored heating, the bimetal workpieces were successfully formed to a bearing bushing geometry using two different strategies with different heating durations. A metallurgical bond without any forging defects, e.g., gaps and cracks, was observed in areas of high deformation. The steel-aluminum interface was subsequently examined by optical microscopy, scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). It was found that the examined forming process, which utilized steel-aluminum workpieces having no metallurgical bond prior to forming, led to the formation of insular intermetallic phases along the joining zone with a maximum thickness of approximately 5-7 µm. The results of the EDS analysis indicated a prevailing FeAl phase in the resulting intermetallic layer.
当前的研究介绍了一种通过复合锻造制造钢铝轴承衬套的方法。为了研究该工艺,使用了内径为AISI 4820钢(1.7147, 20MnCr5)、外径为6082铝(3.2315, AlSi1MgMn)的圆柱形双金属工件。由于不同材料具有不同的热物理和机械性能,由异种材料组成的复合材料的成型具有挑战性。本文所讨论的特定加热概念是为了同时实现两种材料都具有足够的成型性而开发的。通过定制加热,使用两种具有不同加热持续时间的不同策略,成功地将双金属工件成型为轴承衬套的几何形状。在高变形区域观察到没有任何锻造缺陷(如间隙和裂纹)的冶金结合。随后通过光学显微镜、扫描电子显微镜(SEM)和能谱仪(EDS)对钢铝界面进行了检查。结果发现,所研究的成型工艺利用了成型前没有冶金结合的钢铝工件,导致在连接区域形成了最大厚度约为5 - 7 µm的岛状金属间相。EDS分析结果表明,在生成的金属间层中主要是FeAl相。