Akkuş H, Yaka H
Automotive Technology Program, Nigde Vocational School of Technical Sciences, Nigde Omer Halisdemir University, Nigde, Turkey.
Mechanical Engineering Department, Engineering- Architecture Faculty, Amasya University, Amasya, Turkey.
Exp Tech. 2022;46(6):945-956. doi: 10.1007/s40799-021-00525-6. Epub 2021 Nov 24.
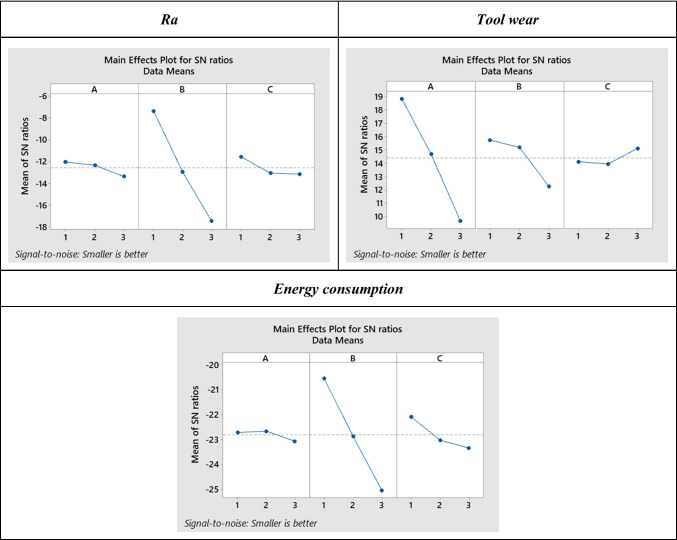
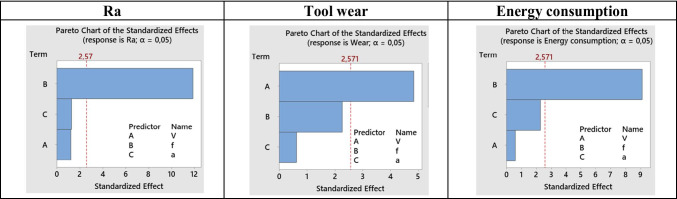
In this study, Ti 6Al-4 V (grade 5) ELI alloy was machined with minimum energy and optimum surface quality and minimum tool wear. The appropriate cutting tool and suitable cutting parameters have been selected. As a result of the turning process, average surface roughness (Ra), tool wear and energy consumption were measured. The results have been analyzed by normality test, linear regression model, Taguchi analysis, ANOVA, Pareto graphics and multiple optimization method. It has been observed that high tool wear value increases Ra and energy consumption. In multiple optimization, it was concluded that it made predictions with 89,1% accuracy for Ra, 58,33% for tool wear, 96,75% for energy consumption. While the feed rate was the effective parameter for Ra and energy consumption, the effective parameter in tool wear was the cutting speed. Our study has revealed that by controlling energy consumption, surface quality can be maintained and tool wear can be controlled.
在本研究中,对Ti 6Al-4 V(5级)超低间隙(ELI)合金进行加工,以实现最低能量消耗、最佳表面质量和最小刀具磨损。已选择了合适的切削刀具和合适的切削参数。通过车削加工过程,测量了平均表面粗糙度(Ra)、刀具磨损和能量消耗。采用正态性检验、线性回归模型、田口分析、方差分析、帕累托图和多重优化方法对结果进行了分析。已观察到较高的刀具磨损值会增加Ra和能量消耗。在多重优化中,得出的结论是,对于Ra的预测准确率为89.1%,对于刀具磨损的预测准确率为58.33%,对于能量消耗的预测准确率为96.75%。进给速度是影响Ra和能量消耗的有效参数,而切削速度是影响刀具磨损的有效参数。我们的研究表明,通过控制能量消耗,可以维持表面质量并控制刀具磨损。