Elshaer Ramadan N, El-Aty Ali Abd, Sayed Esraa M, Barakat Azza F, Sobh Arafa S
Tabbin Institute for Metallurgical Studies, Cairo, Egypt.
Mechanical Engineering Department, Faculty of Engineering, Helwan University, Cairo, Egypt.
Sci Rep. 2024 Jul 17;14(1):16494. doi: 10.1038/s41598-024-65786-8.
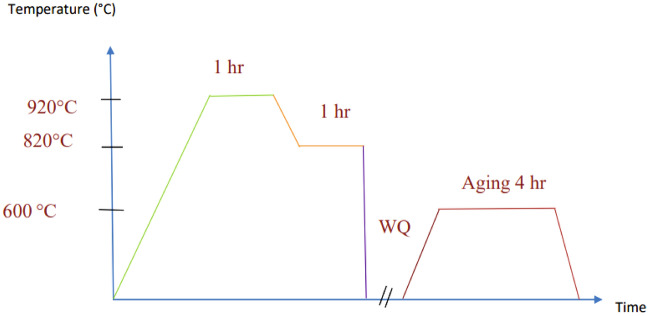
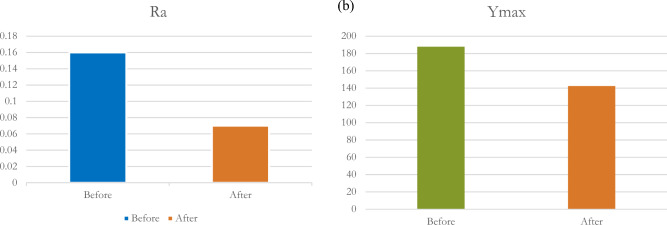
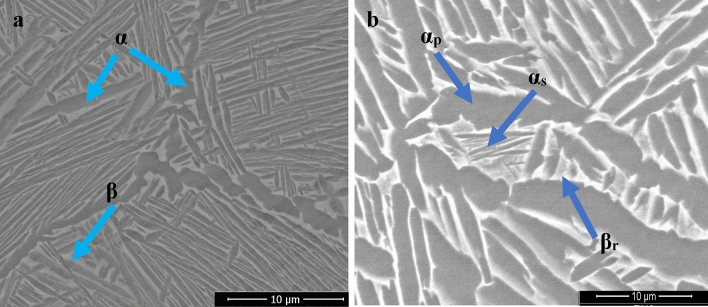
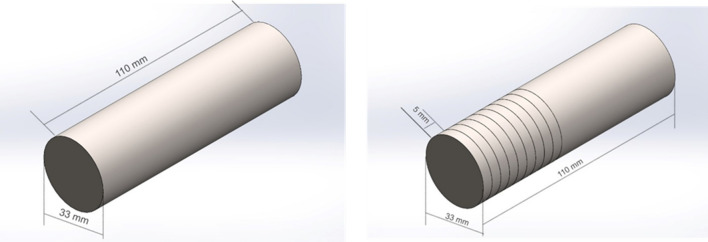
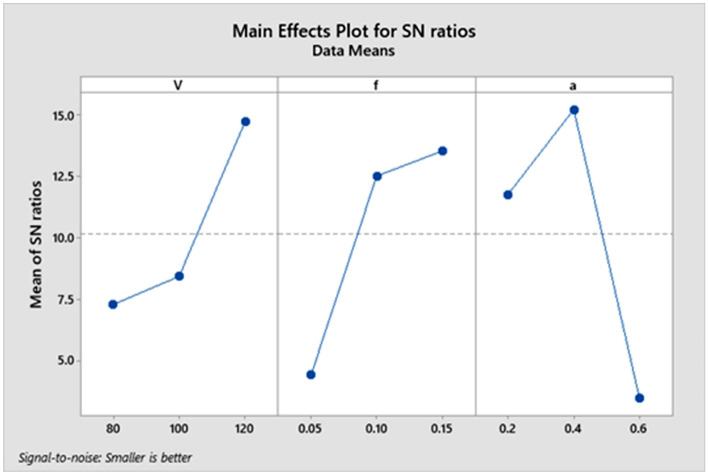
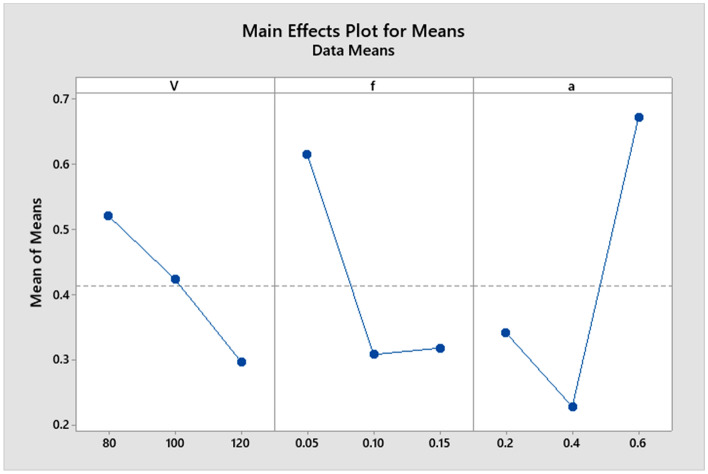
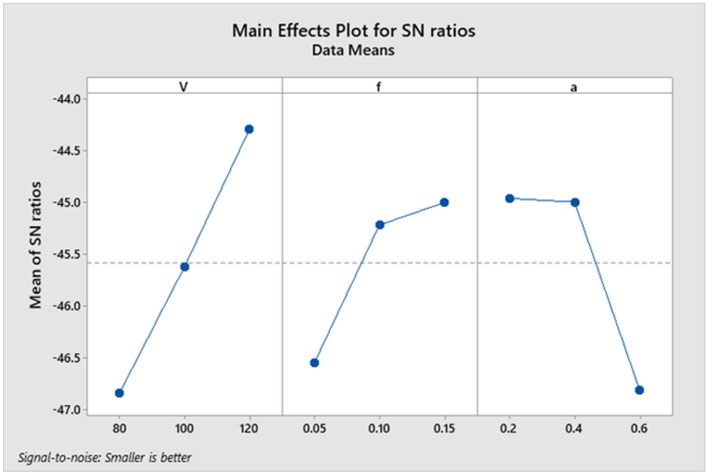
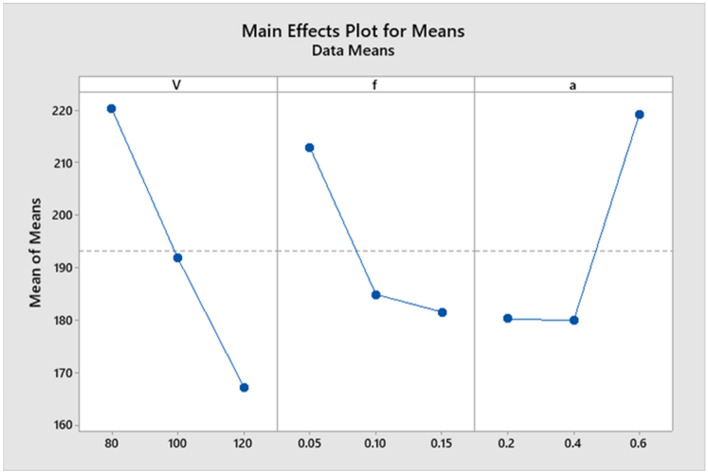
TC21 alloy is a high-strength titanium alloy that has been gaining attention in various industries for its excellent combination of strength, toughness, and corrosion resistance. Given that this alloy is hard to cut material, therefore this study aims to optimize the process parameters of Turing this alloy under different conditions (i.e. as-received alloy, and heat-treated alloy). The L9 Taguchi approach-base orthogonal array is used to determine the optimum cutting parameters and the least number of experimental trials required. The achievement of this target, three different cutting parameters are used in the experimental work; each cutting parameter has three levels. The cutting speeds are chosen as 120, 100, and 80 m/min. The feed rates' values are 0.15, 0.1, and 0.05, mm/rev, and the depth of cut values are 0.6, 0.4, and 0.2 mm. After applying three steps of heat treatment (First step: is heating the sample to 920 °C for 1 h then decreasing to 820 °C also for 1 h, second step: cooling the sample to room temperature by water quenching (WQ), the third step: holding the sample at 600 °C for 4 h (Aging process)). The results revealed that the triple heat treatment led to the change in the microstructure from (α + β) to (α + β) with secondary α platelets (α) formed in residual β matrix leading to a decreased surface roughness by 56.25% and tool wear by 24.18%. The two most critical factors that affect the tool insert wear and surface roughness are the death of cut and cutting speed, which contribute 46.6% and 46.7% of the total, respectively. Feed rate, on the other hand, has the least importance, contributing 20.2% and 31.9% respectively.
TC21合金是一种高强度钛合金,因其强度、韧性和耐腐蚀性的出色组合而在各个行业中受到关注。鉴于这种合金是难切削材料,因此本研究旨在优化在不同条件下(即原始态合金和热处理合金)车削该合金的工艺参数。采用基于L9田口方法的正交阵列来确定最佳切削参数以及所需的最少试验次数。为实现这一目标,在实验工作中使用了三种不同的切削参数;每个切削参数有三个水平。切削速度选为120、100和80米/分钟。进给率的值为0.15、0.1和0.05毫米/转,切削深度值为0.6、0.4和0.2毫米。经过三步热处理(第一步:将样品加热至920°C保温1小时然后降至820°C也保温1小时,第二步:通过水淬(WQ)将样品冷却至室温,第三步:将样品在600°C保温4小时(时效处理))。结果表明,三重热处理导致微观结构从(α + β)转变为(α + β)且在残余β基体中形成次生α片层(α),从而使表面粗糙度降低了56.25%,刀具磨损降低了24.18%。影响刀片磨损和表面粗糙度的两个最关键因素是切削深度和切削速度,分别占总体的46.6%和46.7%。另一方面进给率的重要性最低,分别占20.2%和31.9%。