Farooq Muhammad Umar, Anwar Saqib, Kumar M Saravana, AlFaify Abdullah, Ali Muhammad Asad, Kumar Raman, Haber Rodolfo
School of Mechanical Engineering, University of Leeds, Leeds LS2 9JT, UK.
Industrial Engineering Department, College of Engineering, King Saud University, P.O. Box 800, Riyadh 11421, Saudi Arabia.
Materials (Basel). 2022 Oct 20;15(20):7330. doi: 10.3390/ma15207330.
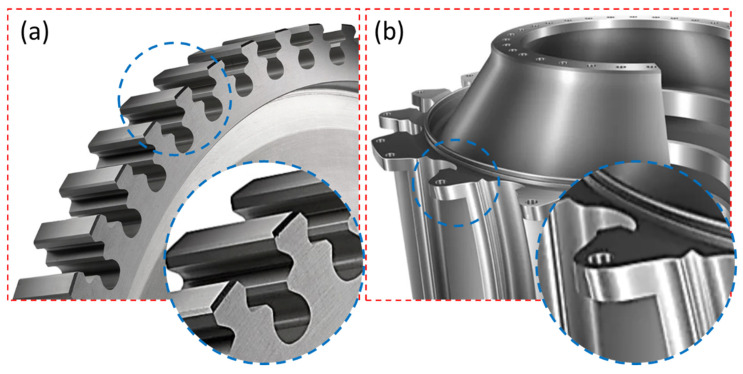
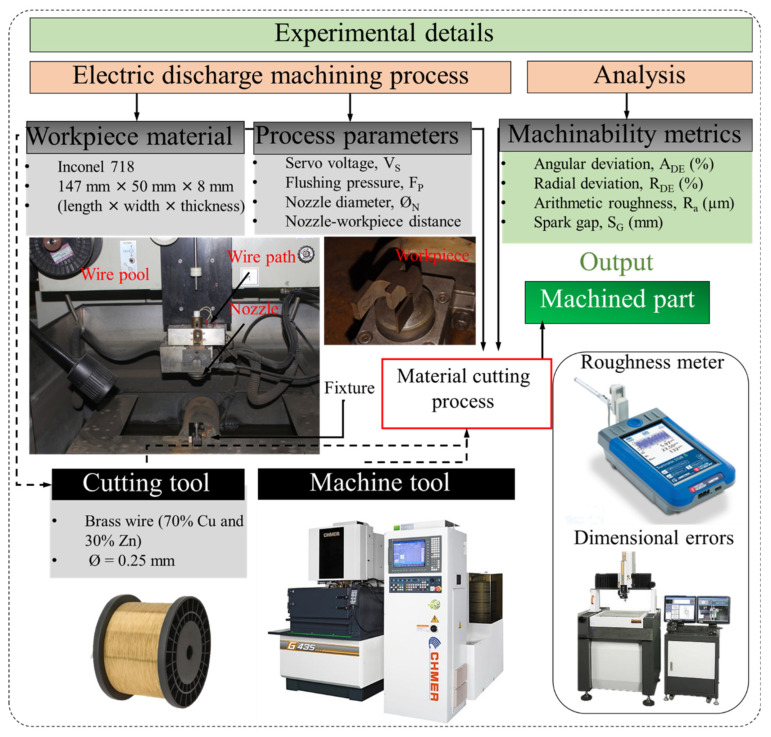
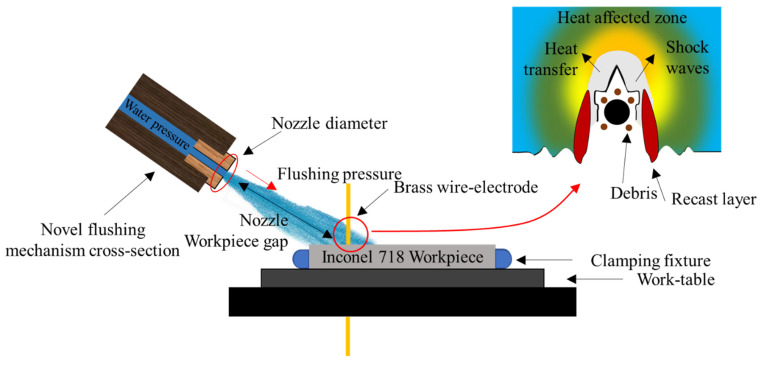
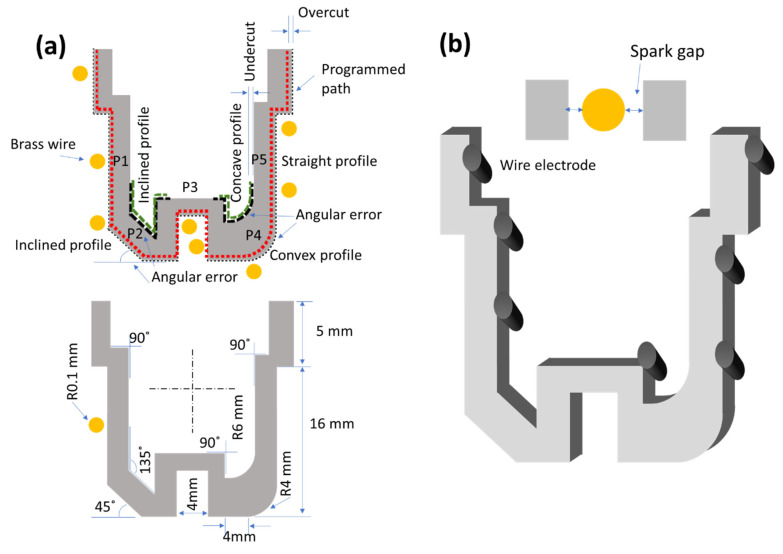
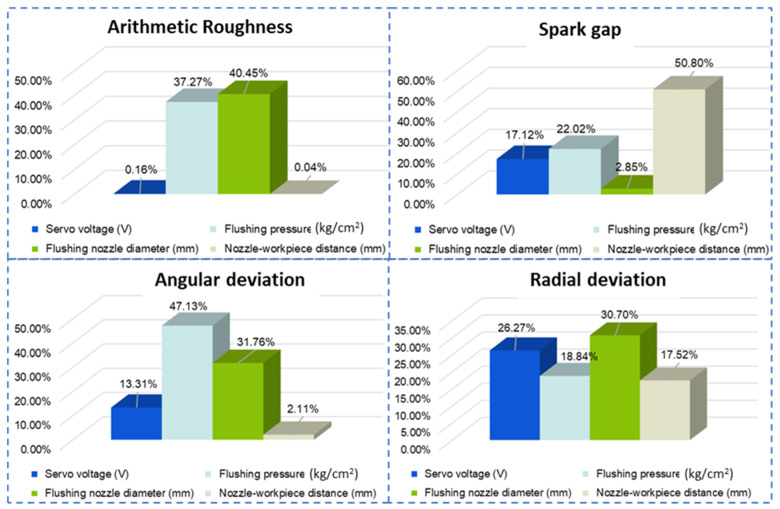
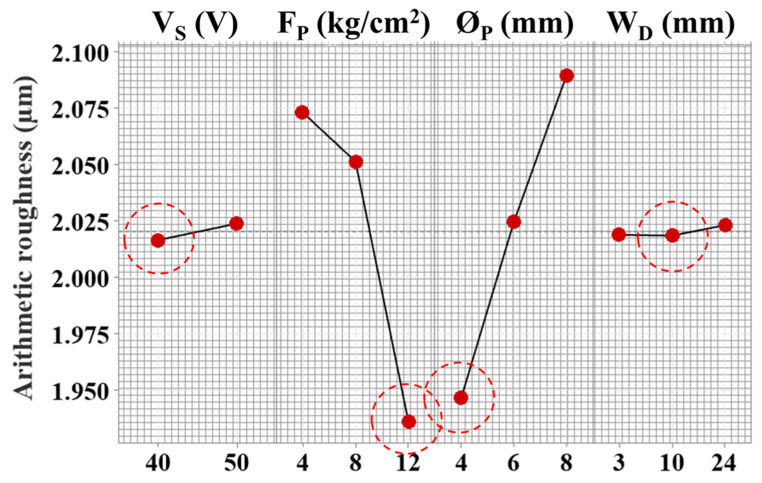
One of the sustainability goals in the aeronautical industry includes developing cost-effective, high-performance engine components possessing complex curved geometries with excellent dimensional precision and surface quality. In this regard, several developments in wire electric discharge machining have been reported, but the influence of flushing attributes is not thoroughly investigated and is thus studied herein. The influence of four process variables, namely servo voltage, flushing pressure, nozzle diameter, and nozzle-workpiece distance, were analyzed on Inconel 718 in relation to geometrical errors (angular and radial deviations), spark gap formation, and arithmetic roughness. In this regard, thorough statistical and microscopical analyses are employed with mono- and multi-objective process optimization. The grey relational analysis affirms the reduction in the process's limitations, validated through confirmatory experimentation results as 0.109 mm spark gap, 0.956% angular deviation, 3.49% radial deviation, and 2.2 µm surface roughness. The novel flushing mechanism improved the spark gap by 1.92%, reducing angular and radial deviations by 8.24% and 29.11%, respectively.
航空工业的可持续发展目标之一包括开发具有成本效益、高性能的发动机部件,这些部件具有复杂的曲面几何形状,尺寸精度和表面质量优异。在这方面,已有关于电火花线切割加工的多项进展报道,但冲洗特性的影响尚未得到充分研究,因此本文对此进行研究。分析了伺服电压、冲洗压力、喷嘴直径和喷嘴与工件距离这四个工艺变量对Inconel 718合金的几何误差(角度和径向偏差)、火花间隙形成和算术粗糙度的影响。在此方面,采用了全面的统计和微观分析方法进行单目标和多目标工艺优化。灰色关联分析证实了该工艺局限性的降低,经验证性实验结果表明,火花间隙为0.109 mm,角度偏差为0.956%,径向偏差为3.49%,表面粗糙度为2.2 µm。新型冲洗机制使火花间隙提高了1.92%,角度和径向偏差分别降低了8.24%和29.11%。