Salomone Rita, Speranza Vito, Liparoti Sara, Titomanlio Giuseppe, Pantani Roberto
Department of Industrial Engineering, University of Salerno, Via Giovanni Paolo II, 132, 84084 Fisciano, Italy.
Polymers (Basel). 2022 Dec 1;14(23):5245. doi: 10.3390/polym14235245.
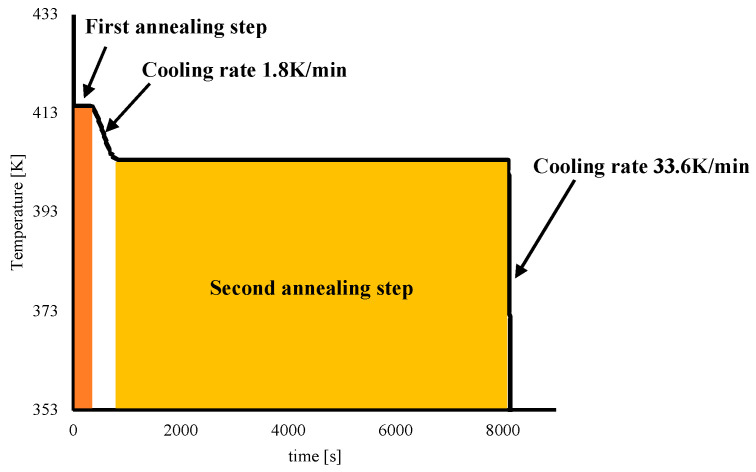
It is generally recognized that high-temperature treatments, namely annealing, influence the microstructure and the morphology, which, in turn, determine the mechanical properties of polymeric parts. Therefore, annealing can be adopted to control the mechanical performance of the molded parts. This work aims to assess the effect of annealing on the morphology developed in isotactic polypropylene (iPP) injection-molded parts. In particular, a two-step annealing is adopted: the polymer is injected in a mold at a high temperature (413 or 433 K), which is kept for 5 min (first annealing step); afterward, the mold temperature is cooled down at 403 K and held at that temperature for a time compatible with the crystallization half-time at that temperature (second annealing step). The characterization of morphology is carried out by optical and electronic scanning microscopy. The temperature of the first annealing step does not influence the thickness of the fibrillar skin layer; however, such a layer is thinner than that found in the molded parts obtained without any annealing steps. The second annealing step does not influence the thickness of the fibrillar skin layer. The dimension of spherulites found in the core is strongly influenced by both annealing steps: the spherulite dimensions enlarge by the effect of annealing steps. A model that considers spherulite and fibril evolutions is adopted to describe the effect of molding conditions on the final morphology distribution along the part thickness. The model, which adopts as input the thermo-mechanical histories calculated by commercial software for injection molding simulation, consistently predicts the main effects of the molding conditions on the morphology distributions.
一般认为,高温处理,即退火,会影响微观结构和形态,而微观结构和形态又反过来决定聚合物部件的机械性能。因此,可以采用退火来控制成型部件的机械性能。这项工作旨在评估退火对全同立构聚丙烯(iPP)注塑部件中形成的形态的影响。具体而言,采用两步退火:将聚合物在高温(413或433K)下注入模具中,并保持5分钟(第一步退火);之后,将模具温度冷却至403K,并在该温度下保持与该温度下结晶半衰期相容的时间(第二步退火)。通过光学和电子扫描显微镜对形态进行表征。第一步退火的温度不会影响原纤化皮层的厚度;然而,这样的层比在没有任何退火步骤的情况下获得的成型部件中的层更薄。第二步退火不会影响原纤化皮层的厚度。在芯部发现的球晶尺寸受到两个退火步骤的强烈影响:球晶尺寸因退火步骤的作用而增大。采用一个考虑球晶和原纤演变的模型来描述成型条件对沿部件厚度的最终形态分布的影响。该模型将商业软件用于注塑模拟计算得到的热机械历史作为输入,一致地预测了成型条件对形态分布的主要影响。