Moradi Mahmoud, Karami Moghadam Mojtaba, Shamsborhan Mahmoud, Bodaghi Mahdi, Falavandi Hamid
Department of Mechanical Engineering, Faculty of Engineering, Malayer University, Malayer P.O. Box 65719-95863, Iran.
Laser Materials Processing Research Centre, Malayer University, Malayer P.O. Box 65719-95863, Iran.
Polymers (Basel). 2020 Mar 3;12(3):550. doi: 10.3390/polym12030550.
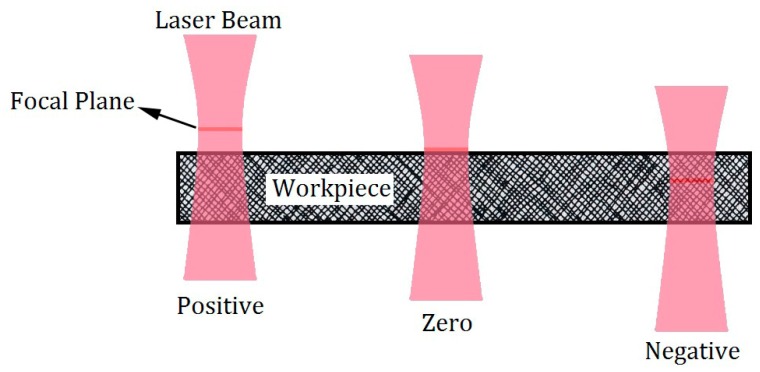
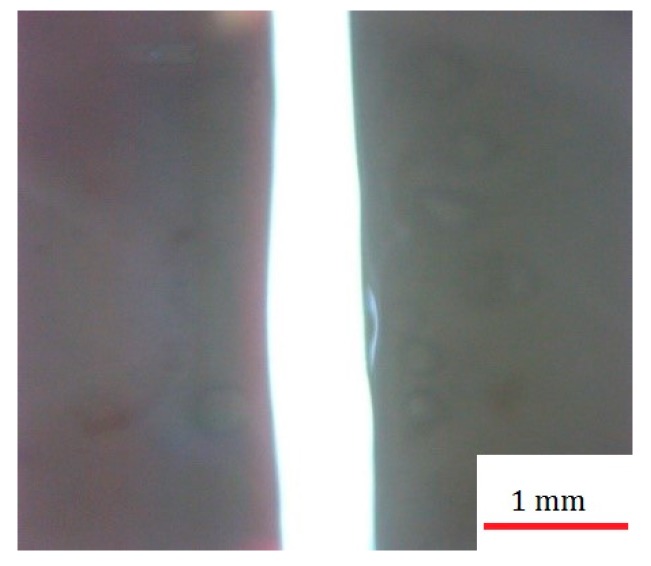
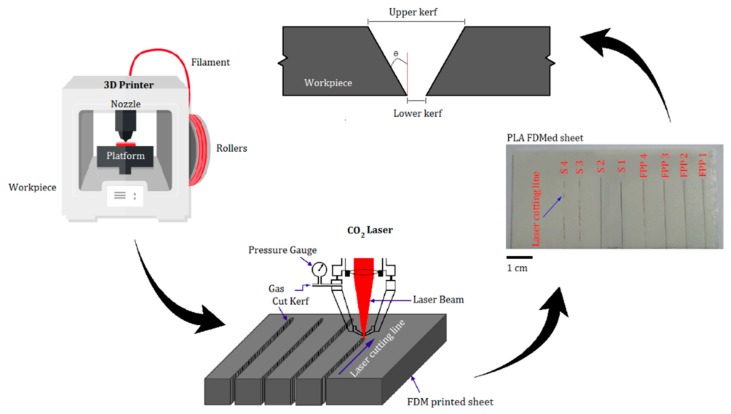
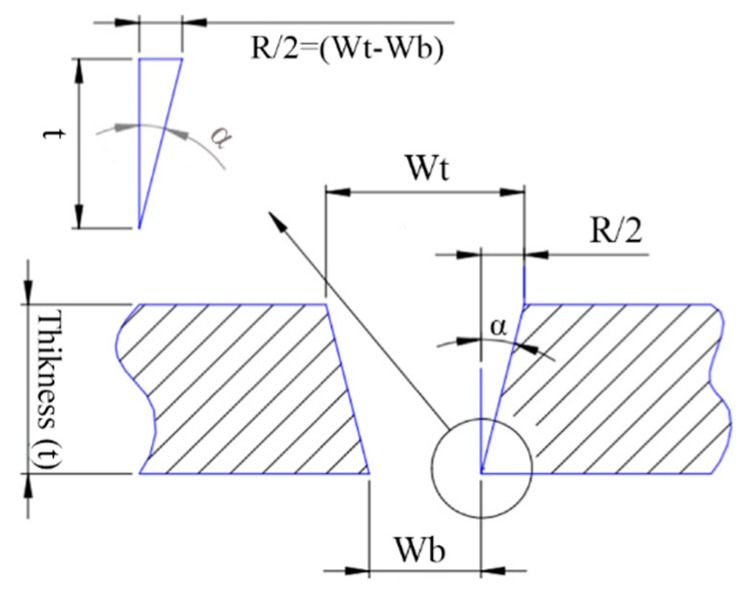
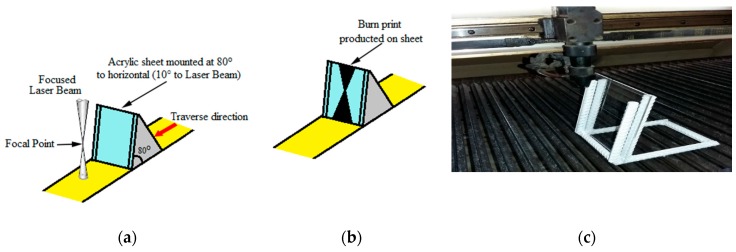
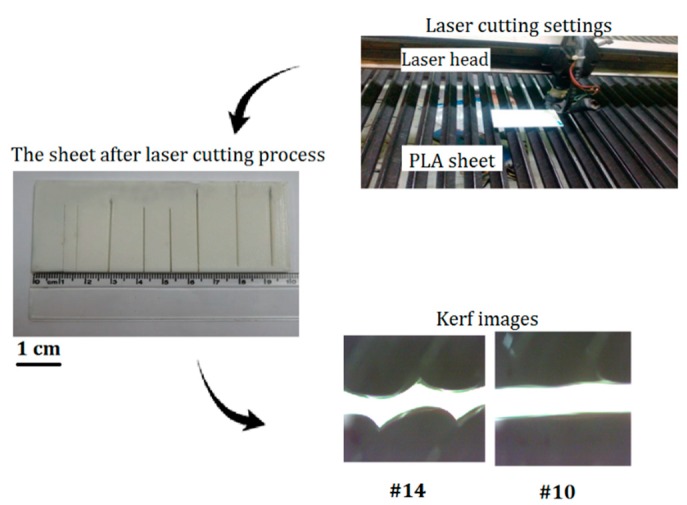
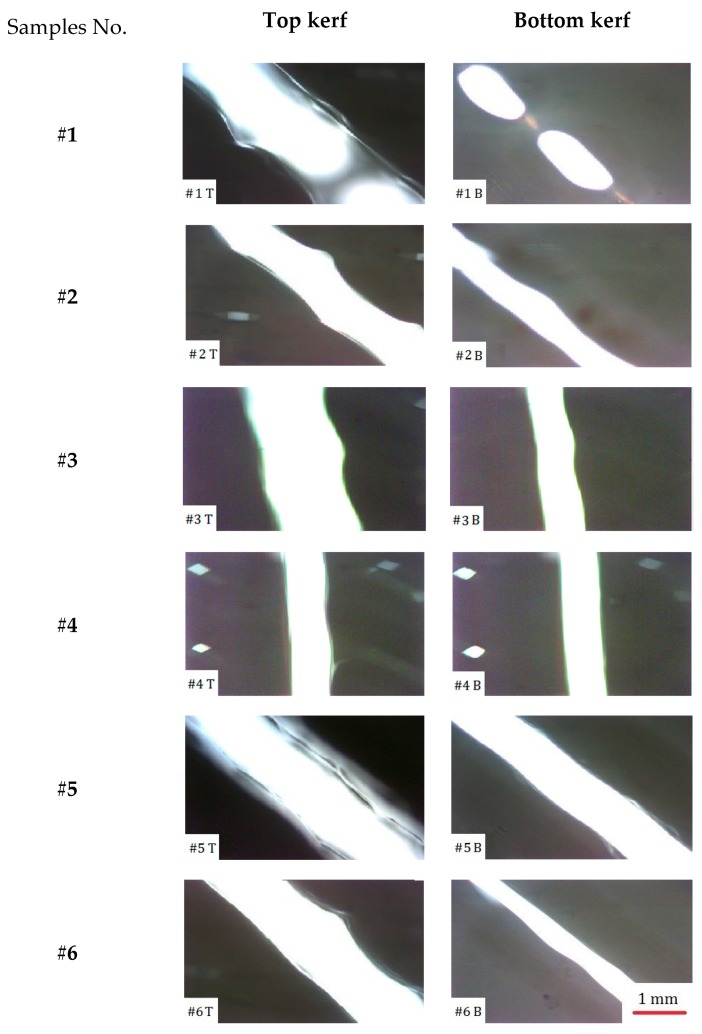
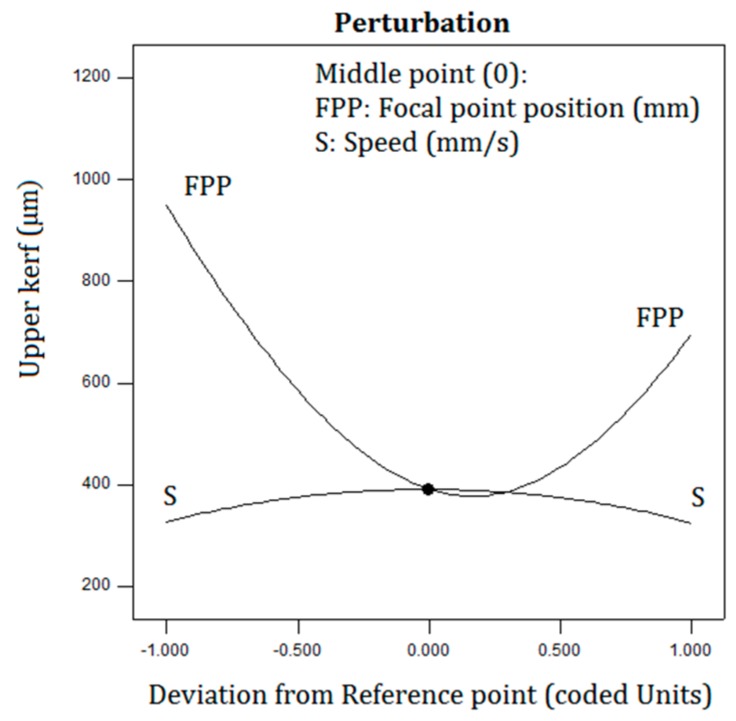
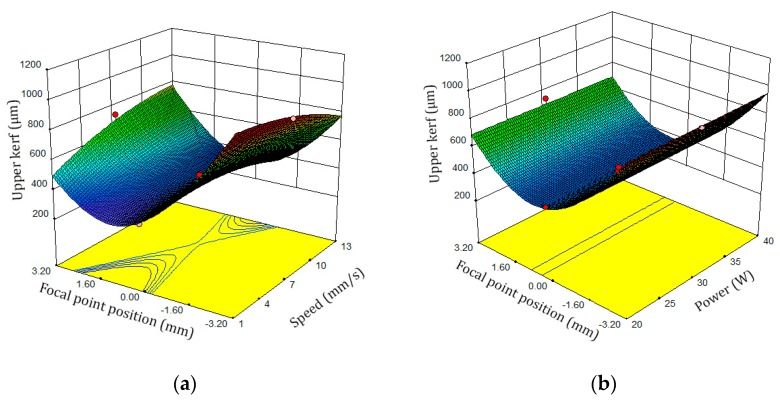
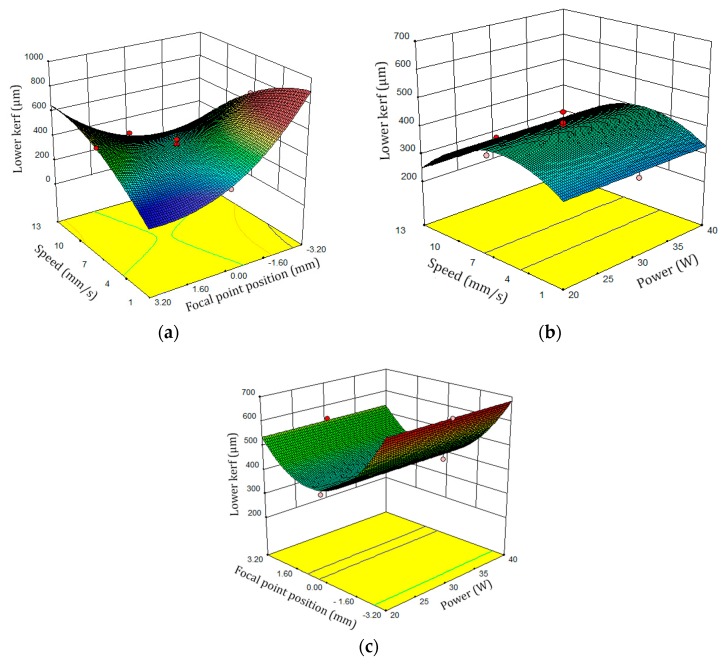
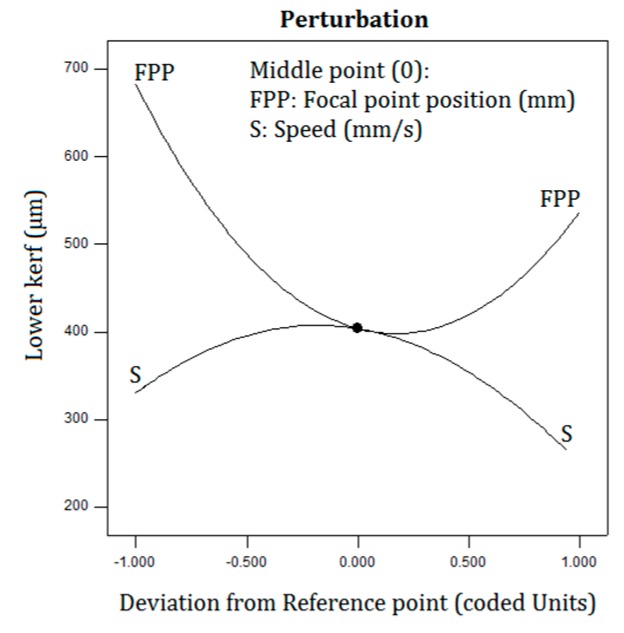
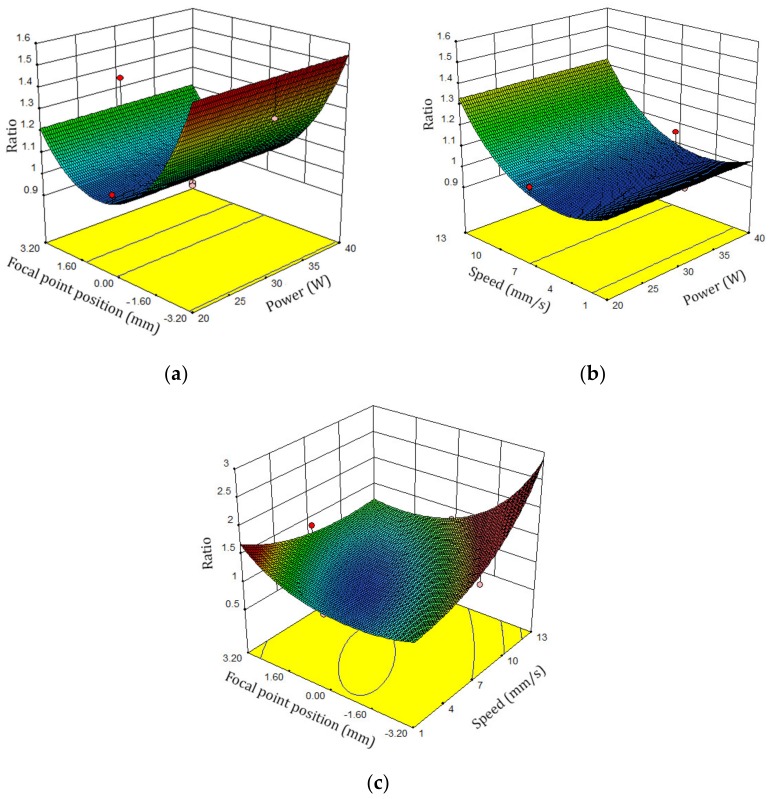
In this paper, the post-processing of 3D-printed poly lactic acid (PLA) parts is investigated. Workpieces are manufactured by fused deposition modeling (FDM) 3D printing, while they may have defects in some areas such as edges. A post-processing is introduced here for 3D-printed samples by low power CO laser. The thickness of the FDM samples are 3.2 mm and printed by optimum conditions. Effects of process parameters such as focal plane position (-3.2-3.2 mm), laser power (20-40 W), and laser cutting speed (1-13 mm/s) are examined based on the design of experiments (DOE). Geometrical features of the kerf; top and bottom kerf; taper; ratio of top to the bottom kerf are considered as output responses. An analysis of the experimental results by statistical software is conducted to survey the effects of process parameters and to obtain regression equations. By optimizing of the laser cutting process; an appropriate kerf quality is obtained and also optimum input parameters are suggested. Experimental verification tests show a good agreement between empirical results and statistical predictions. The best optimum sample with 1.19 mm/s cutting speed, 36.49 W power and 0.53 mm focal plane position shows excellent physical features after the laser cutting process when 276.9 μm top and 261.5 μm bottom kerf width is cut by laser.
本文对3D打印聚乳酸(PLA)零件的后处理进行了研究。工件通过熔融沉积建模(FDM)3D打印制造,但其某些区域(如边缘)可能存在缺陷。本文介绍了一种通过低功率CO激光对3D打印样品进行后处理的方法。FDM样品厚度为3.2mm,在最佳条件下打印。基于实验设计(DOE),研究了焦平面位置(-3.2 - 3.2mm)、激光功率(20 - 40W)和激光切割速度(1 - 13mm/s)等工艺参数的影响。切口的几何特征;顶部和底部切口;锥度;顶部与底部切口的比例被视为输出响应。利用统计软件对实验结果进行分析,以研究工艺参数的影响并获得回归方程。通过优化激光切割工艺,获得了合适的切口质量,并提出了最佳输入参数。实验验证测试表明,实验结果与统计预测结果吻合良好。当激光切割出顶部切口宽度为276.9μm、底部切口宽度为261.5μm时,切割速度为1.19mm/s、功率为36.49W、焦平面位置为0.53mm的最佳样品在激光切割后呈现出优异的物理特性。