Striemann Patrick, Hülsbusch Daniel, Niedermeier Michael, Walther Frank
Laboratory of Material Testing, University of Applied Sciences Ravensburg-Weingarten, Doggenriedstraße 42, D-88250 Weingarten, Germany.
Department of Materials Test Engineering (WPT), TU Dortmund University, Baroper Str. 303, D-44227 Dortmund, Germany.
Polymers (Basel). 2020 May 19;12(5):1166. doi: 10.3390/polym12051166.
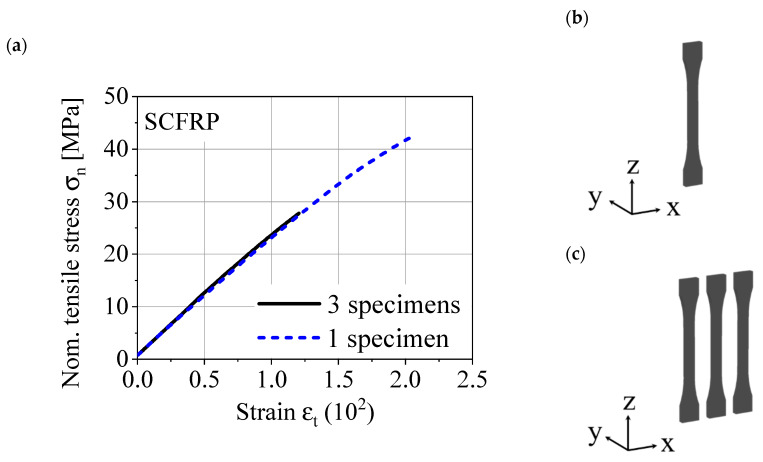
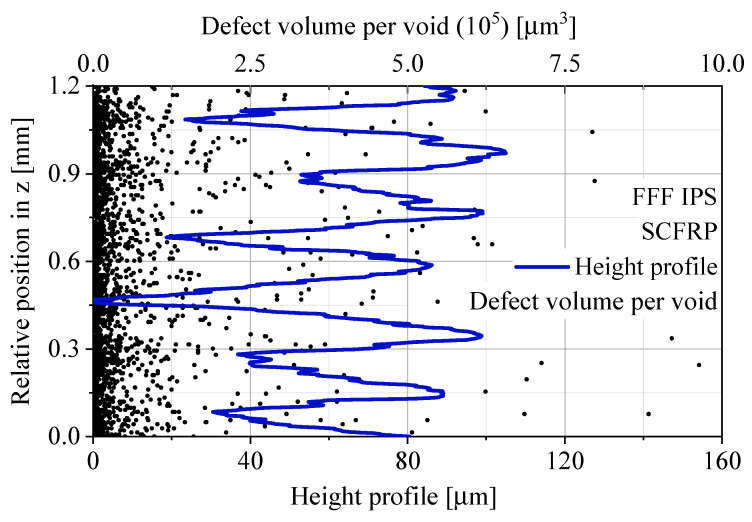
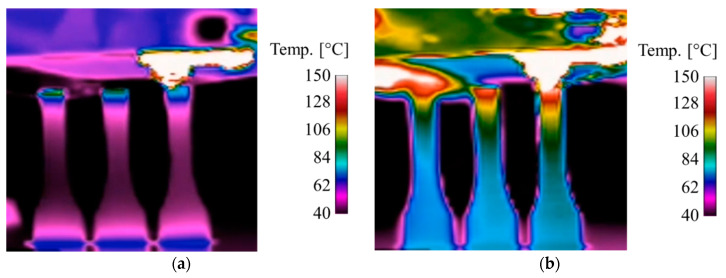
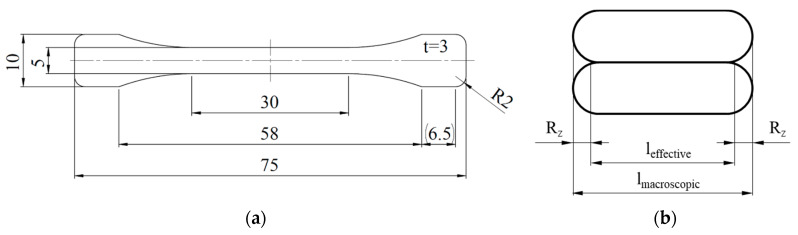
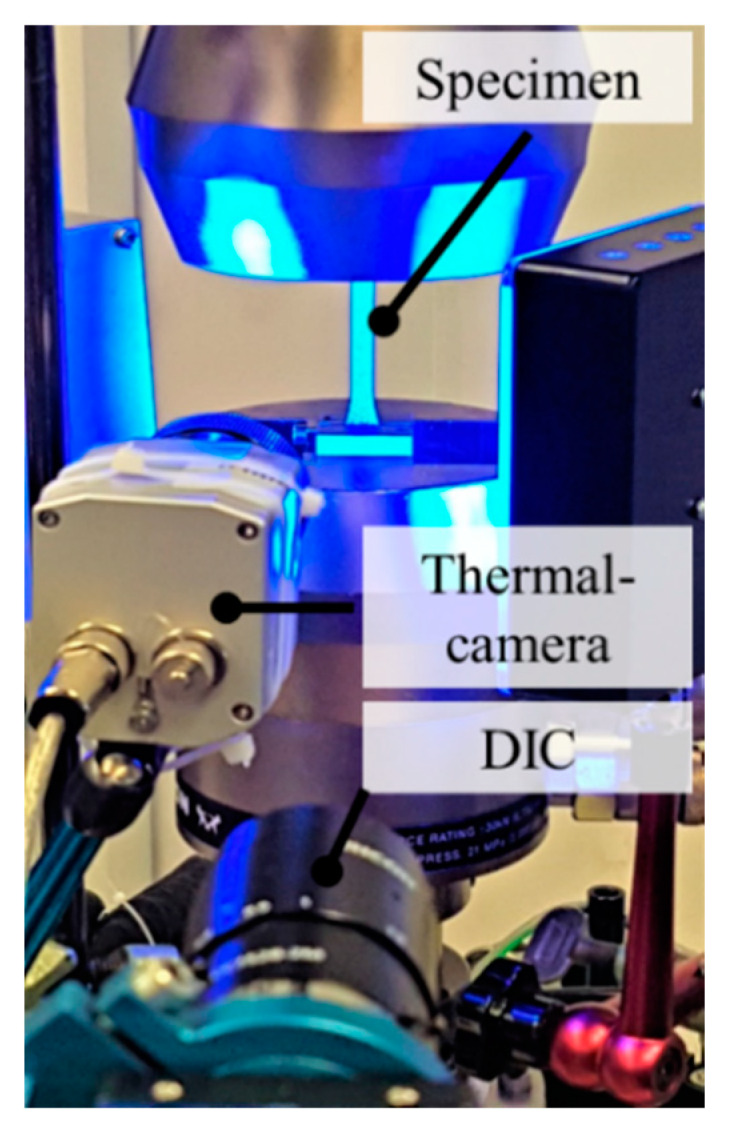
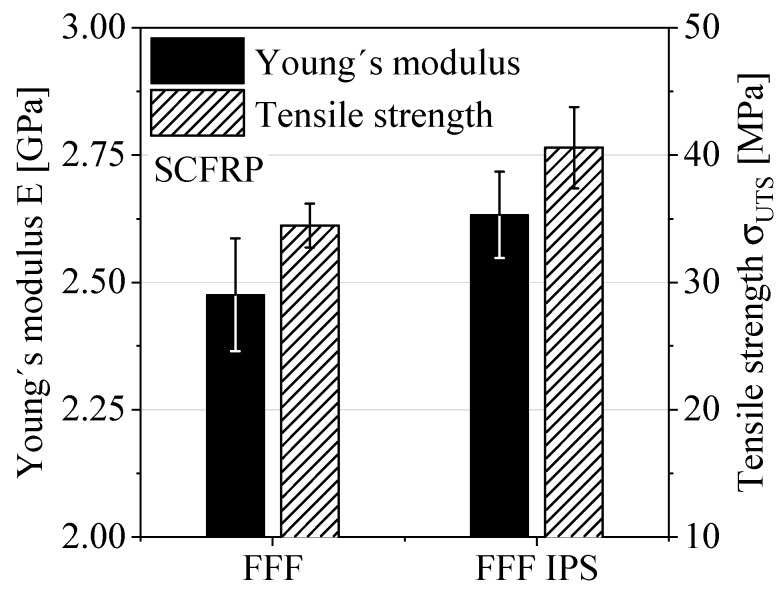
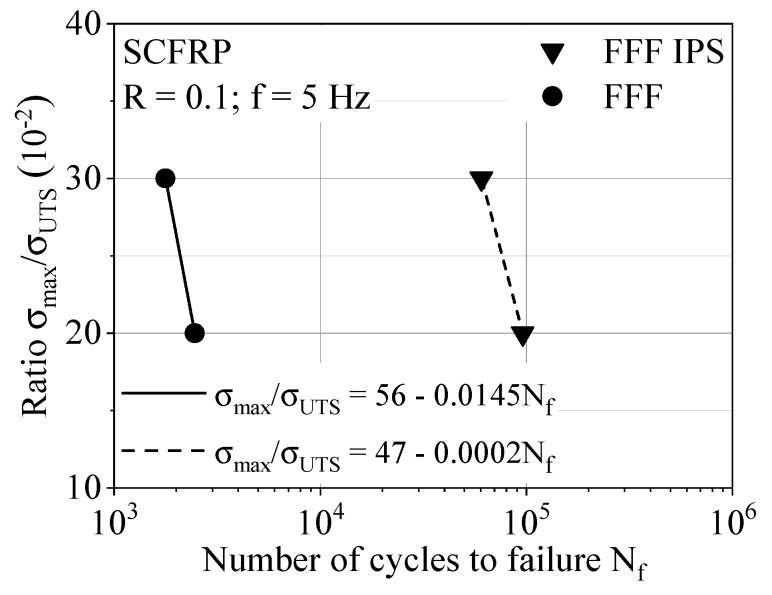
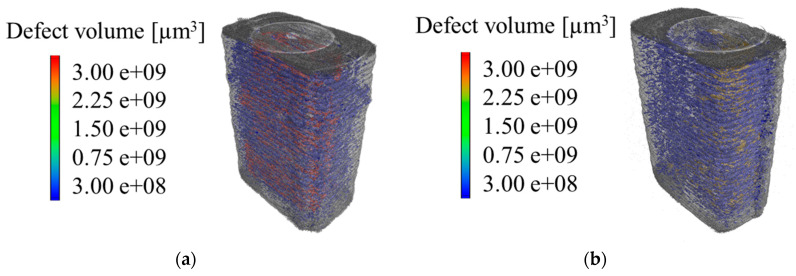
The application of additive manufacturing changes from prototypes to series production. In order to fulfill all requirements of series production, the process and the material characteristics must be known. The machine operator of additive manufacturing systems is both a component and a material producer. Nevertheless, there is no standardized procedure for the manufacturing or testing of such materials. This includes the high degree of anisotropy of additively manufactured polymers via material extrusion. The interlayer bonding performance between two layers in the manufacturing direction z is the obvious weakness that needs to be improved. By optimizing this interlayer contact zone, the overall performance of the additively manufactured polymer is increased. This was achieved by process modification with an infrared preheating system (IPS) to keep the temperature of the interlayer contact zone above the glass transition temperature during the manufacturing process. Combining destructive and non-destructive testing methods, the process modification IPS was determined and evaluated by a systematic approach for characterizing the interlayer bonding performance. Thereby, tensile tests under quasi-static and cyclic loading were carried out on short carbon fiber-reinforced polyamide (SCFRP). In addition, micro-computed tomography and microscopic investigations were used to determine the process quality. The IPS increases the ultimate interlayer tensile strength by approx. 15% and shows a tendency to significantly improved the fatigue properties. Simultaneously, the analysis of the micro-computed tomography data shows a homogenization of the void distribution by using the IPS.
增材制造的应用正从原型制作转向批量生产。为了满足批量生产的所有要求,必须了解工艺和材料特性。增材制造系统的机器操作员既是部件生产者也是材料生产者。然而,对于此类材料的制造或测试,尚无标准化程序。这包括通过材料挤出法制造的聚合物具有高度各向异性。在制造方向z上两层之间的层间粘结性能是明显需要改进的薄弱环节。通过优化该层间接触区域,可提高增材制造聚合物的整体性能。这是通过使用红外预热系统(IPS)进行工艺改进来实现的,以便在制造过程中将层间接触区域的温度保持在玻璃化转变温度以上。结合破坏性和非破坏性测试方法,通过一种用于表征层间粘结性能的系统方法来确定和评估工艺改进IPS。因此,对短碳纤维增强聚酰胺(SCFRP)进行了准静态和循环加载下的拉伸试验。此外,还使用了微计算机断层扫描和显微镜检查来确定工艺质量。IPS使层间极限拉伸强度提高了约15%,并显示出显著改善疲劳性能的趋势。同时,对微计算机断层扫描数据的分析表明,使用IPS可使孔隙分布均匀化。