Li Gaoyang, Hong Yuxiang, Gao Jiapeng, Hong Bo, Li Xiangwen
Key Laboratory in Hunan Provincial for Welding Robot and Its Application, Xiangtan University, Xiangtan 411105, China.
College of Mechanical and Electrical Engineering, China Jiliang University, Hangzhou 310018, China.
Sensors (Basel). 2020 Jun 29;20(13):3657. doi: 10.3390/s20133657.
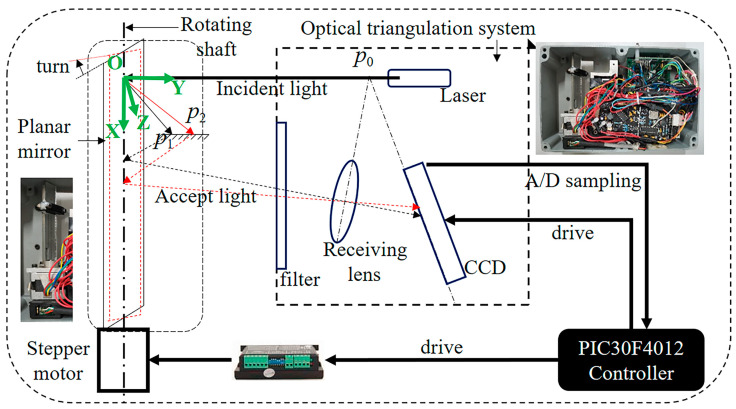
To solve the problems of low teaching programming efficiency and poor flexibility in robot welding of complex box girder structures, a method of seam trajectory recognition based on laser scanning displacement sensing was proposed for automated guidance of a welding torch in the skip welding of a spatially intermittent welding seam. Firstly, a laser scanning displacement sensing system for measuring angles adaptively is developed to detect corner features of complex structures. Secondly, a weld trajectory recognition algorithm based on Euclidean distance discrimination is proposed. The algorithm extracts the shape features by constructing the characteristic triangle of the weld trajectory, and then processes the set of shape features by discrete Fourier analysis to solve the feature vector used to describe the shape. Finally, based on the Euclidean distance between the feature vector of the test sample and the class matching library, the class to which the sample belongs is identified to distinguish the weld trajectory. The experimental results show that the classification accuracy rate of four typical spatial discontinuous welds in complex box girder structure is 100%. The overall processing time for weld trajectory detection and classification does not exceed 65 ms. Based on this method, the field test was completed in the folding special container production line. The results show that the system proposed in this paper can accurately identify discontinuous welds during high-speed metal active gas arc welding (MAG) welding with a welding speed of 1.2 m/min, and guide the welding torch to automatically complete the skip welding, which greatly improves the welding manufacturing efficiency and quality stability in the processing of complex box girder components. This method does not require a time-consuming pre-welding teaching programming and visual inspection system calibration, and provides a new technical approach for highly efficient and flexible welding manufacturing of discontinuous welding seams of complex structures, which is expected to be applied to the welding manufacturing of core components in heavy and large industries such as port cranes, large logistics transportation equipment, and rail transit.
为解决复杂箱形梁结构机器人焊接中示教编程效率低和灵活性差的问题,提出了一种基于激光扫描位移传感的焊缝轨迹识别方法,用于空间间断焊缝跳焊时焊枪的自动引导。首先,开发了一种用于自适应测量角度的激光扫描位移传感系统,以检测复杂结构的角特征。其次,提出了一种基于欧几里得距离判别的焊缝轨迹识别算法。该算法通过构建焊缝轨迹的特征三角形来提取形状特征,然后通过离散傅里叶分析对形状特征集进行处理,以求解用于描述形状的特征向量。最后,基于测试样本的特征向量与类别匹配库之间的欧几里得距离,识别样本所属的类别,以区分焊缝轨迹。实验结果表明,复杂箱形梁结构中四种典型空间间断焊缝的分类准确率为100%。焊缝轨迹检测和分类的总处理时间不超过65毫秒。基于该方法,在折叠式特种集装箱生产线中完成了现场测试。结果表明,本文提出的系统能够在焊接速度为1.2m/min的高速熔化极活性气体保护电弧焊(MAG)焊接过程中准确识别间断焊缝,并引导焊枪自动完成跳焊,大大提高了复杂箱形梁构件加工中的焊接制造效率和质量稳定性。该方法无需耗时的预焊接示教编程和视觉检测系统校准,为复杂结构间断焊缝的高效灵活焊接制造提供了一种新的技术途径,有望应用于港口起重机、大型物流运输设备和轨道交通等重大型行业核心部件的焊接制造。