Do Thanh Trung, Uyen Tran Minh The, Minh Pham Son
HCMC University of Technology and Education, Ho Chi Minh City 71307, Vietnam.
Polymers (Basel). 2021 Mar 24;13(7):1004. doi: 10.3390/polym13071004.
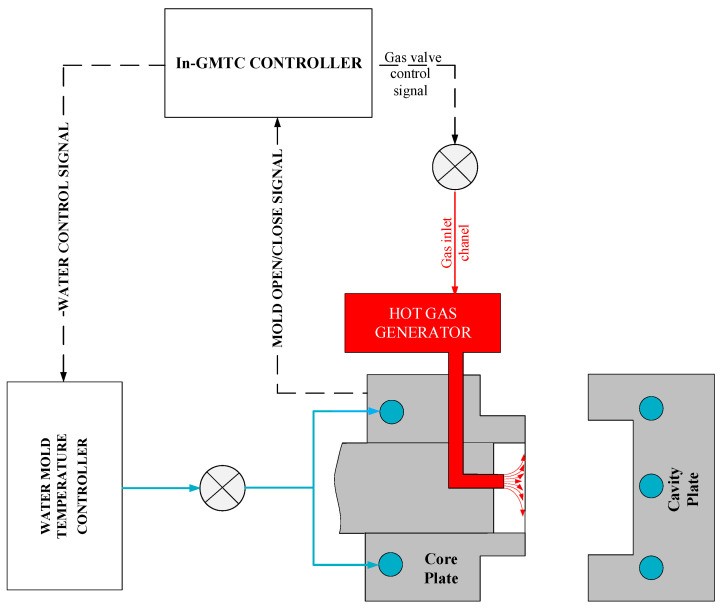
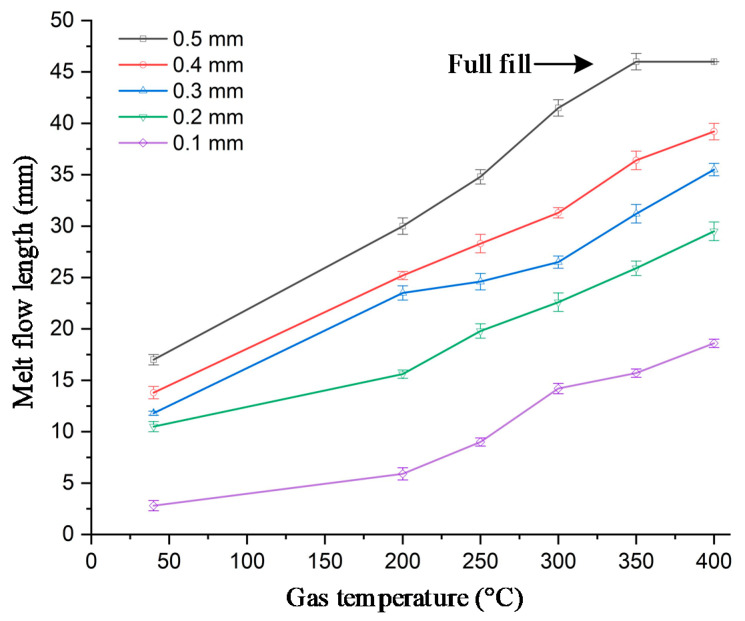
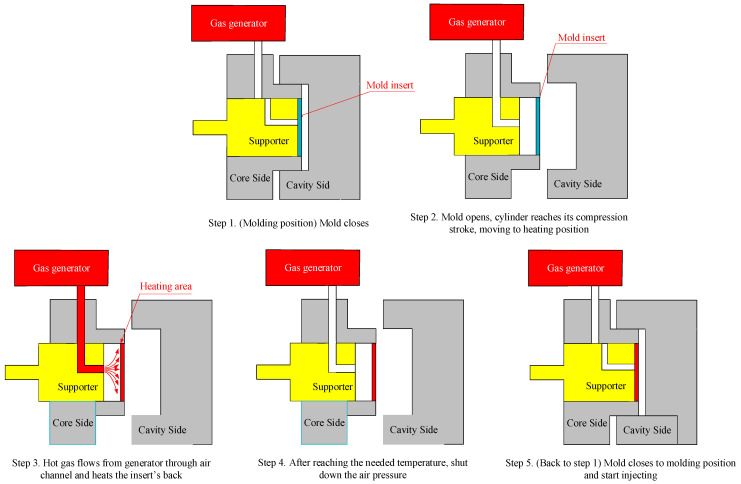
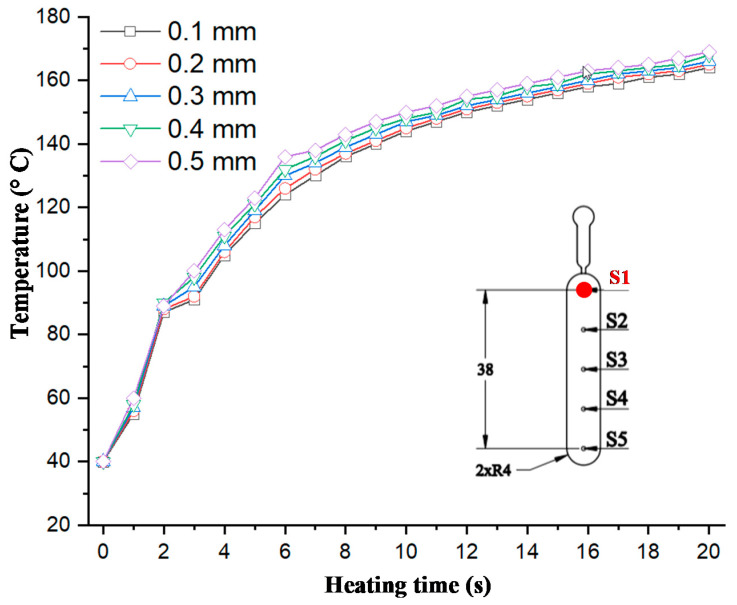
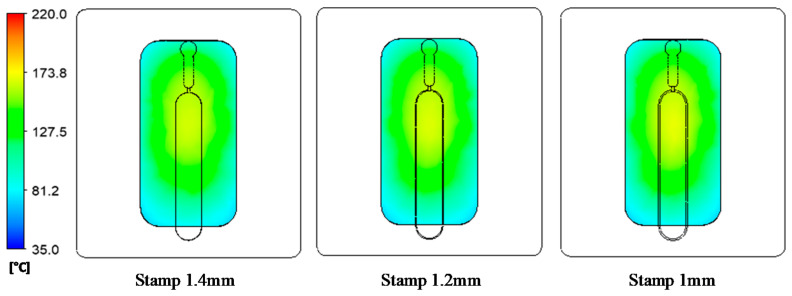
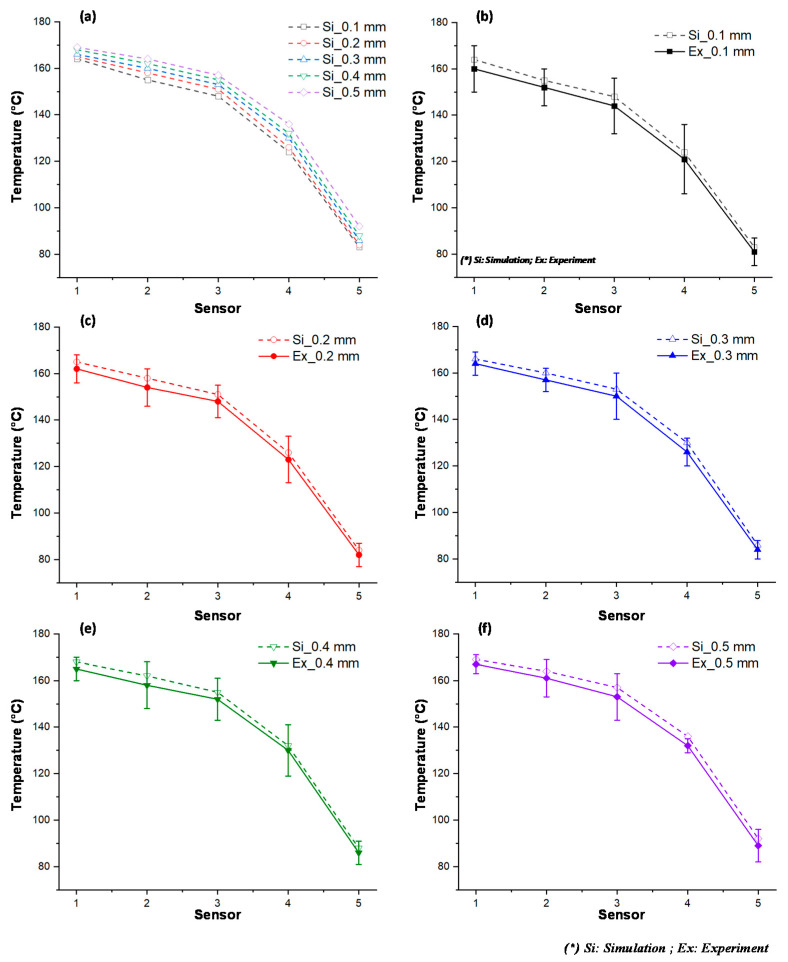
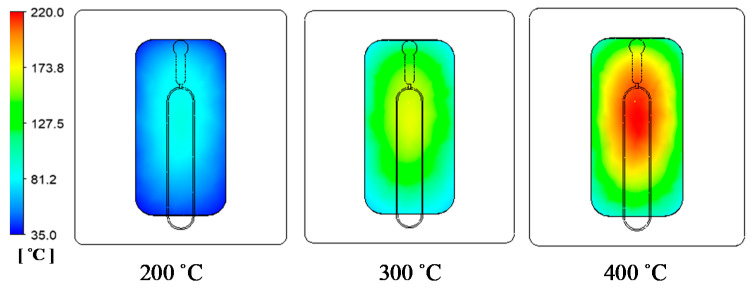
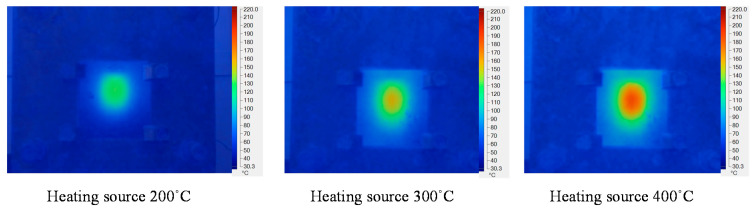
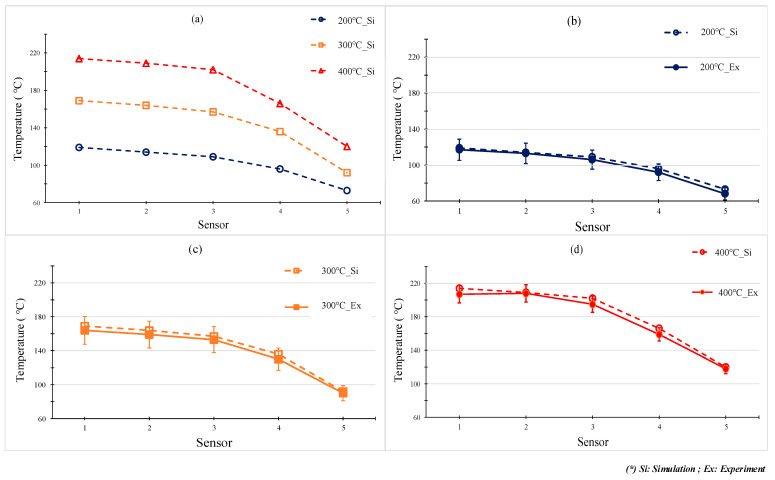
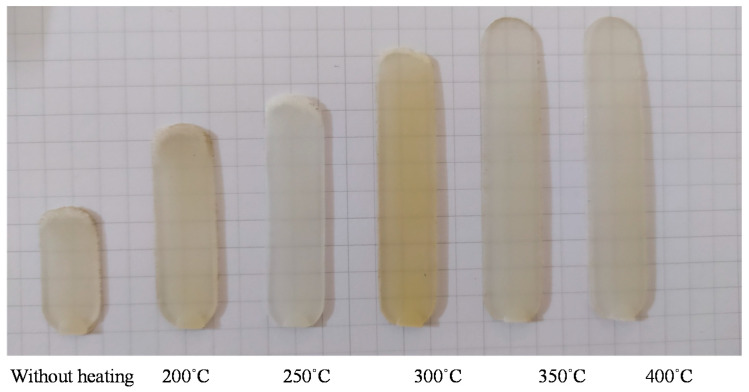
In thin wall injection molding, the filling of plastic material into the cavity will be restricted by the frozen layer due to the quick cooling of the hot melt when it contacts with the lower temperature surface of the cavity. This problem is heightened in composite material, which has a higher viscosity than pure plastic. In this paper, to reduce the frozen layer as well as improve the filling ability of polyamide 6 reinforced with 30 wt.% glass fiber (PA6/GF30%) in the thin wall injection molding process, a preheating step with the internal gas heating method was applied to heat the cavity surface to a high temperature, and then, the filling step was commenced. In this study, the filling ability of PA6/GF30% was studied with a melt flow thickness varying from 0.1 to 0.5 mm. To improve the filling ability, the mold temperature control technique was applied. In this study, an internal gas-assisted mold temperature control (In-GMTC) using different levels of mold insert thickness and gas temperatures to achieve rapid mold surface temperature control was established. The heating process was observed using an infrared camera and estimated by the temperature distribution and the heating rate. Then, the In-GMTC was employed to produce a thin product by an injection molding process with the In-GMTC system. The simulation results show that with agas temperature of 300 °C, the cavity surface could be heated under a heating rate that varied from 23.5 to 24.5 °C/s in the first 2 s. Then, the heating rate decreased. After the heating process was completed, the cavity temperature was varied from 83.8 to about 164.5 °C. In-GMTC was also used for the injection molding process with a part thickness that varied from 0.1 to 0.5 mm. The results show that with In-GMTC, the filling ability of composite material clearly increased from 2.8 to 18.6 mm with a flow thickness of 0.1 mm.
在薄壁注塑成型中,由于热熔体与型腔较低温度表面接触时快速冷却,塑料材料向型腔内的填充会受到冻结层的限制。在复合材料中这个问题更加突出,因为复合材料的粘度比纯塑料更高。在本文中,为了在薄壁注塑成型过程中减少冻结层并提高30 wt.%玻璃纤维增强聚酰胺6(PA6/GF30%)的填充能力,采用内部气体加热法的预热步骤将型腔表面加热到高温,然后开始填充步骤。在本研究中,研究了熔体流动厚度在0.1至0.5毫米范围内变化时PA6/GF30%的填充能力。为了提高填充能力,应用了模具温度控制技术。在本研究中,建立了一种内部气体辅助模具温度控制(In-GMTC)方法,通过使用不同厚度的模具镶件和气体温度来实现模具表面温度的快速控制。使用红外热像仪观察加热过程,并通过温度分布和加热速率进行估算。然后,采用In-GMTC通过注塑成型工艺用In-GMTC系统生产薄壁产品。模拟结果表明,在气体温度为300°C时,在前2秒内型腔表面能够以23.5至24.5°C/秒的加热速率进行加热。然后加热速率下降。加热过程完成后,型腔温度在83.8至约164.5°C之间变化。In-GMTC还用于熔体流动厚度在0.1至0.5毫米范围内变化的注塑成型工艺。结果表明,采用In-GMTC时,对于熔体流动厚度为0.1毫米的复合材料,其填充能力明显从2.8毫米提高到了18.6毫米。