Dedes Grigorios, Karnaouri Anthi, Marianou Asimina A, Kalogiannis Konstantinos G, Michailof Chrysoula M, Lappas Angelos A, Topakas Evangelos
Industrial Biotechnology & Biocatalysis Group, School of Chemical Engineering, National Technical University of Athens, Zografou Campus, 9 Iroon Polytechniou Str, 15780, Athens, Greece.
Biochemical Process Engineering, Chemical Engineering, Department of Civil, Environmental and Natural Resources Engineering, Luleå University of Technology, 97187, Luleå, Sweden.
Biotechnol Biofuels. 2021 Aug 28;14(1):172. doi: 10.1186/s13068-021-02022-9.
Over the last few years, valorization of lignocellulosic biomass has been expanded beyond the production of second-generation biofuels to the synthesis of numerous platform chemicals to be used instead of their fossil-based counterparts. One such well-researched example is 5-hydroxymethylfurfural (HMF), which is preferably produced by the dehydration of fructose. Fructose is obtained by the isomerization of glucose, which in turn is derived by the hydrolysis of cellulose. However, to avoid harsh reaction conditions with high environmental impact, an isomerization step towards fructose is necessary, as fructose can be directly dehydrated to HMF under mild conditions. This work presents an optimized process to produce fructose from beechwood biomass hydrolysate and subsequently convert it to HMF by employing homogeneous catalysis.
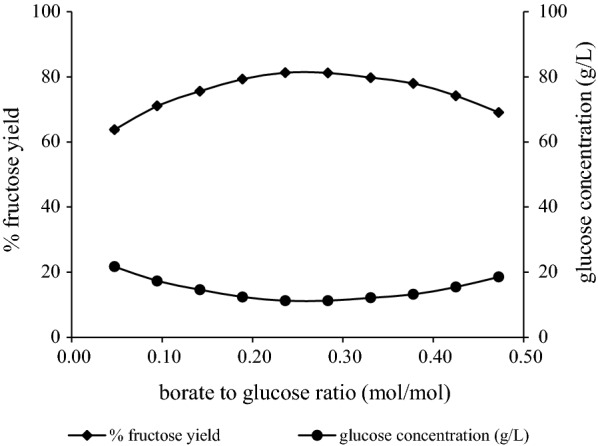
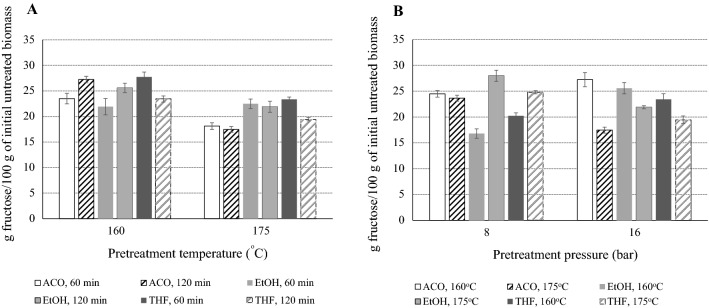
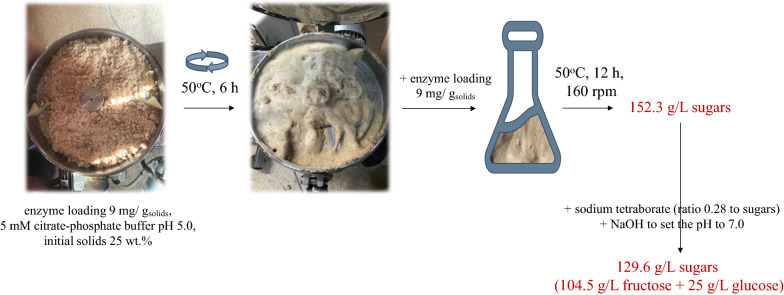
The optimal saccharification conditions were identified at 10% wt. solids loading and 15 mg enzyme/g, as determined from preliminary trials on pure cellulose (Avicel® PH-101). Furthermore, since high rate glucose isomerization to fructose requires the addition of sodium tetraborate, the optimum borate to glucose molar ratio was determined to 0.28 and was used in all experiments. Among 20 beechwood solid pulps obtained from different organosolv pretreatment conditions tested, the highest fructose production was obtained with acetone (160 °C, 120 min), reaching 56.8 g/100 g pretreated biomass. A scale-up hydrolysis in high solids (25% wt.) was then conducted. The hydrolysate was subjected to isomerization eventually leading to a high-fructose solution (104.5 g/L). Dehydration of fructose to HMF was tested with 5 different catalysts (HCl, HPO, formic acid, maleic acid and H-mordenite). Formic acid was found to be the best one displaying 79.9% sugars conversion with an HMF yield and selectivity of 44.6% and 55.8%, respectively.
Overall, this work shows the feasibility of coupling bio- and chemo-catalytic processes to produce HMF from lignocellulose in an environmentally friendly manner. Further work for the deployment of biocatalysts for the oxidation of HMF to its derivatives could pave the way for the emergence of an integrated process to effectively produce biobased monomers from lignocellulose.
在过去几年中,木质纤维素生物质的价值利用已从第二代生物燃料的生产扩展到合成多种平台化学品,以替代其基于化石的同类产品。一个经过充分研究的例子是5-羟甲基糠醛(HMF),它最好由果糖脱水制得。果糖通过葡萄糖异构化获得,而葡萄糖又由纤维素水解得到。然而,为了避免具有高环境影响的苛刻反应条件,向果糖的异构化步骤是必要的,因为果糖可以在温和条件下直接脱水成HMF。这项工作提出了一种优化工艺,用于从山毛榉生物质水解物中生产果糖,并随后通过均相催化将其转化为HMF。
根据对纯纤维素(微晶纤维素®PH-101)的初步试验,确定最佳糖化条件为10%(重量)的固体负载量和15毫克酶/克。此外,由于高比率的葡萄糖异构化为果糖需要添加四硼酸钠,确定最佳硼酸盐与葡萄糖的摩尔比为0.28,并在所有实验中使用。在从测试的不同有机溶剂预处理条件获得的20种山毛榉固体纸浆中,使用丙酮(160°C,120分钟)获得的果糖产量最高,达到56.8克/100克预处理生物质。然后进行了高固体含量(25%(重量))的放大水解。水解产物进行异构化,最终得到高果糖溶液(104.5克/升)。用5种不同催化剂(盐酸、磷酸、甲酸、马来酸和丝光沸石)测试了果糖脱水成HMF的过程。发现甲酸是最好的催化剂 在糖转化率为79.9%的情况下,HMF产率和选择性分别为44.6%和55.8%。
总体而言,这项工作表明了以环境友好方式耦合生物催化和化学催化过程从木质纤维素生产HMF的可行性。进一步开展将生物催化剂用于将HMF氧化为其衍生物的工作,可为从木质纤维素有效生产生物基单体的集成工艺的出现铺平道路。