Leis Artur, Weber Rudolf, Graf Thomas
Institut für Strahlwerkzeuge (IFSW), University of Stuttgart, Pfaffenwaldring 43, 70569 Stuttgart, Germany.
Graduate School of Excellence Advanced Manufacturing Engineering (GSaME), University of Stuttgart, Nobelstraße 12, 70569 Stuttgart, Germany.
Materials (Basel). 2021 Sep 13;14(18):5255. doi: 10.3390/ma14185255.
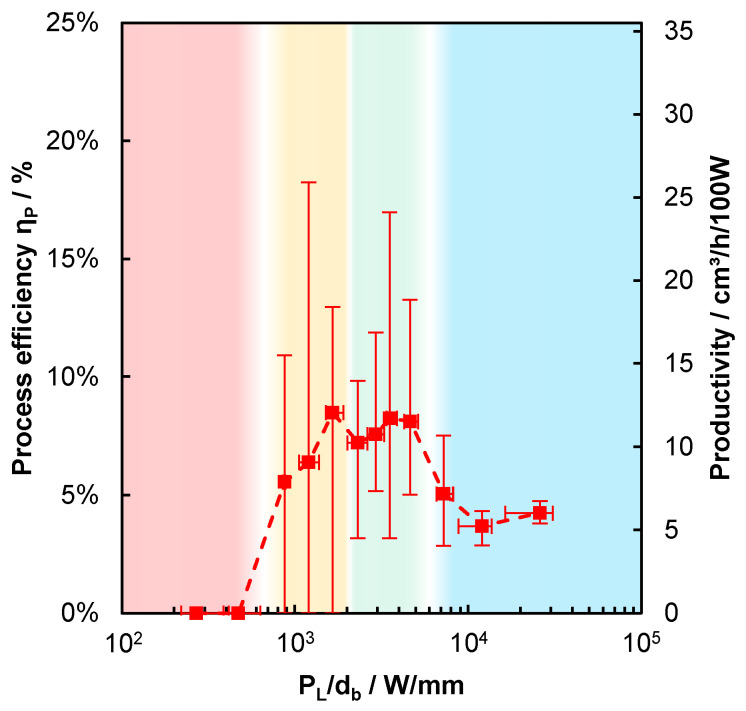
The process window for highly efficient laser-based powder bed fusion (LPBF), ensuring the production of parts with low porosity, was determined by analyzing cross-sections of samples that were generated with laser powers varying between 10.8 W and 1754 W, laser beam diameters varying between 35 μm and 200 μm, and velocities of the moving laser beam ranging between 0.7 m/s and 1.3 m/s. With these parameters, the process alters between different modes that are referred to as simple heating, heat conduction melting (HCM), key-bowl melting (KBM), and deep-penetration melting (DPM). It was found that the optimum process window for a highly efficient LPBF process, generating AlSi10Mg parts with low porosity, is determined by the ratio / of the incident laser power and the beam diameter of the beam on the surface of the bead, and ranges between / = 2000 W/mm and / = 5200 W/mm, showing process efficiencies of about 7-8%. This optimum process window is centered around the range / = 3000-3500 W/mm, in which the process is characterized by KBM, which is an intermediate process mode between HCM and DPM. Processes with / < 2000 W/mm partially failed, and lead to balling and a lack of fusion, whereas processes with / > 5200 W/mm showed a process efficiency below 5% and pore ratios exceeding 10%.
通过分析在10.8瓦至1754瓦之间变化的激光功率、35微米至200微米之间变化的激光束直径以及0.7米/秒至1.3米/秒之间变化的移动激光束速度所生成的样品的横截面,确定了用于高效激光粉末床熔融(LPBF)的工艺窗口,该工艺窗口可确保生产出低孔隙率的零件。利用这些参数,该工艺会在不同模式之间变化,这些模式被称为简单加热、热传导熔化(HCM)、匙孔熔化(KBM)和深熔透熔化(DPM)。研究发现,用于高效LPBF工艺以生产低孔隙率的AlSi10Mg零件的最佳工艺窗口,由入射激光功率与熔覆层表面光束直径的比值/决定,其范围在/ = 2000瓦/毫米至/ = 5200瓦/毫米之间,工艺效率约为7 - 8%。这个最佳工艺窗口以/ = 3000 - 3500瓦/毫米的范围为中心,在此范围内工艺的特征是KBM,它是HCM和DPM之间的一种中间工艺模式。/ < 2000瓦/毫米的工艺部分失败,会导致球化和熔合不足,而/ > 5200瓦/毫米的工艺显示工艺效率低于5%且孔隙率超过10%。