La Gala Andrea, Fiorio Rudinei, Ceretti Daniel V A, Erkoç Mustafa, Cardon Ludwig, D'hooge Dagmar R
Centre for Polymer and Material Technologies (CPMT), Department of Materials, Textiles and Chemical Engineering, Ghent University, Technologiepark, 130, Zwijnaarde 9052, 9000 Ghent, Belgium.
Centre for Textiles Science and Engineering (CTSE), Department of Materials, Textiles and Chemical Engineering, Ghent University, Technologiepark, 70A, Zwijnaarde 9052, 9000 Ghent, Belgium.
Materials (Basel). 2021 Sep 25;14(19):5566. doi: 10.3390/ma14195566.
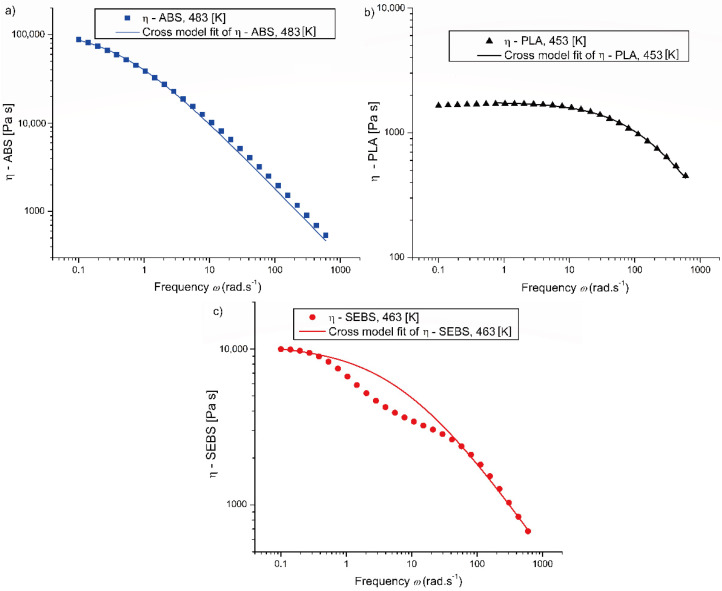
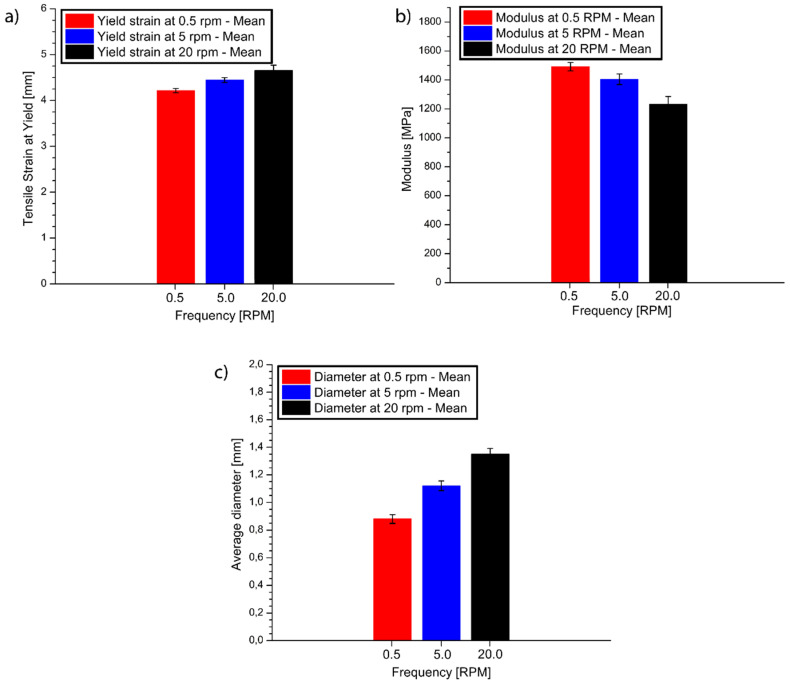
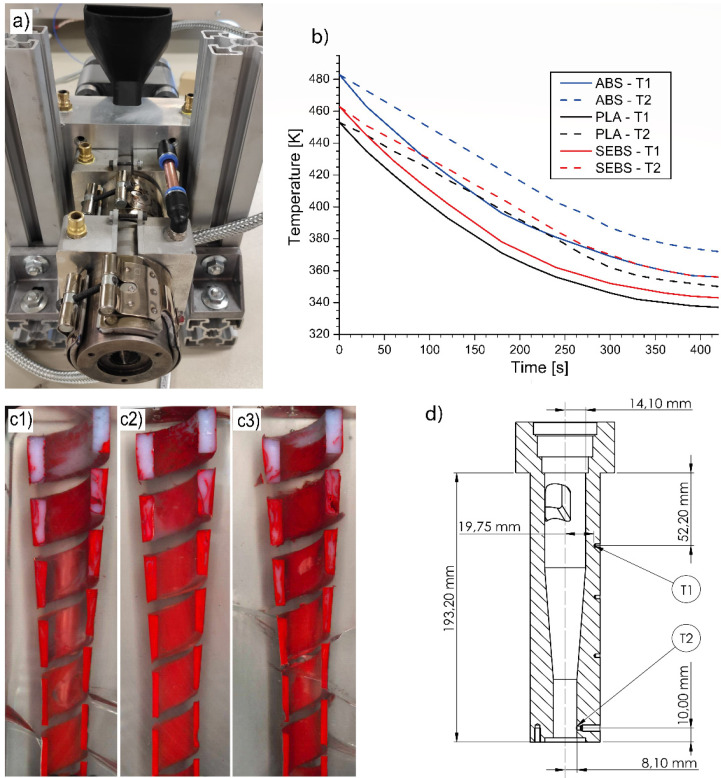
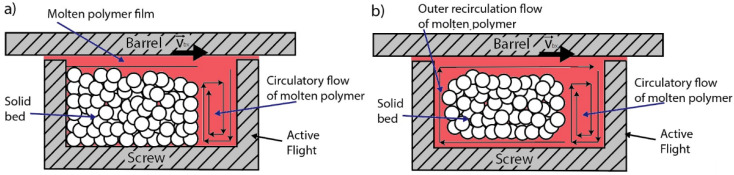
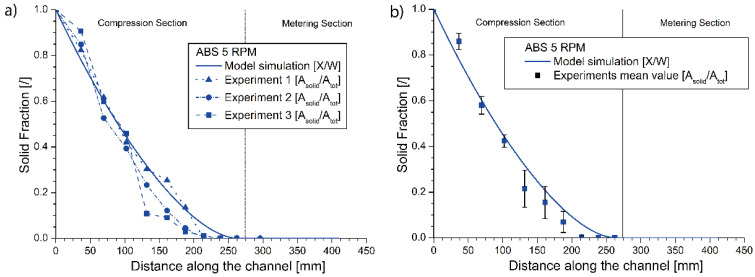
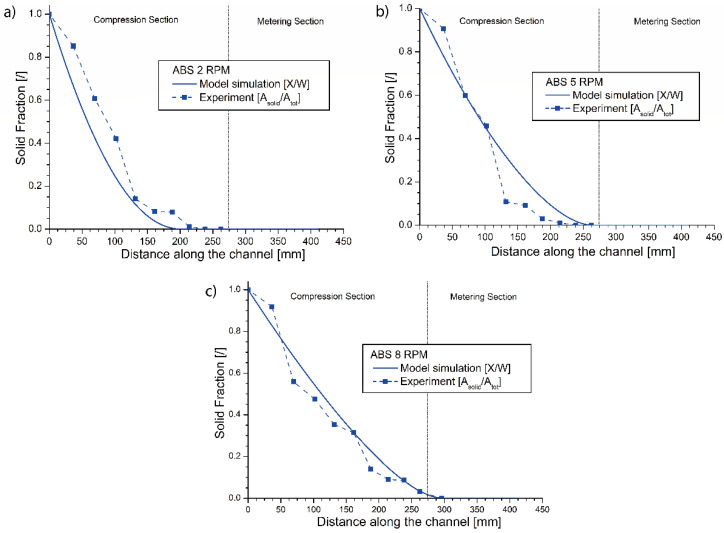
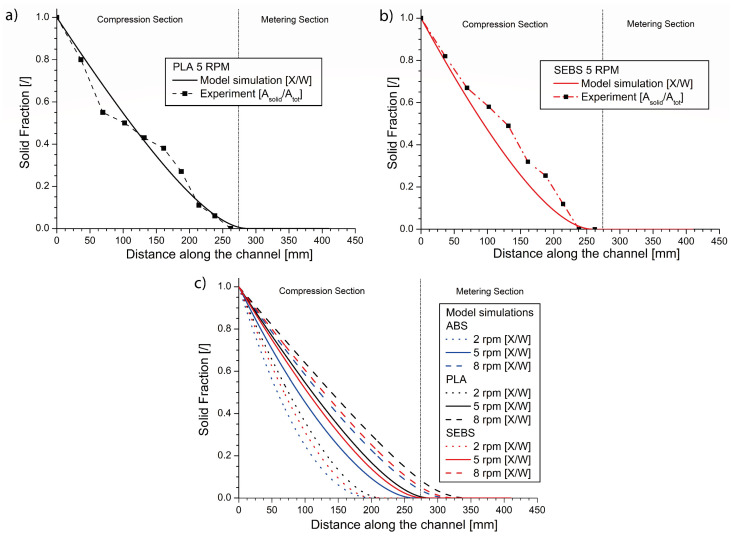
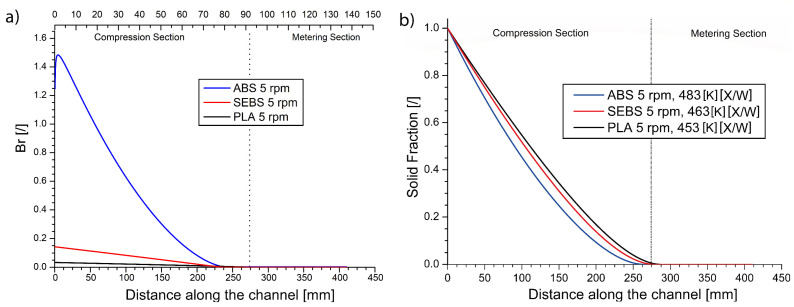
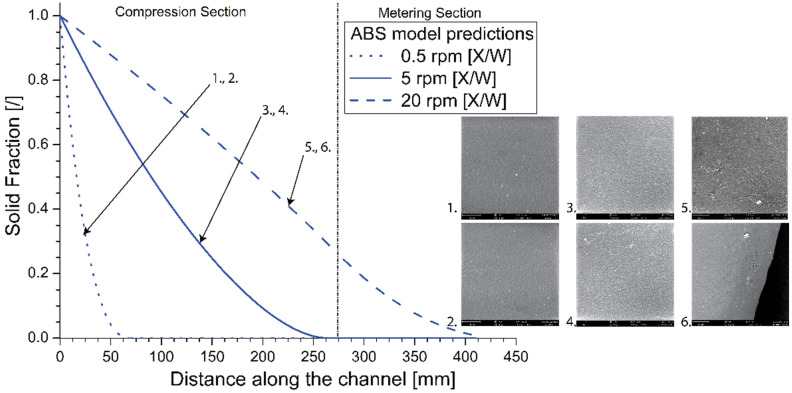
To improve the product quality of polymeric parts realized through extrusion-based additive manufacturing (EAM) utilizing pellets, a good control of the melting is required. In the present work, we demonstrate the strength of a previously developed melt removal using a drag framework to support such improvement. This model, downscaled from conventional extrusion, is successfully validated for pellet-based EAM-hence, micro-extrusion-employing three material types with different measured rheological behavior, i.e., acrylonitrile-butadiene-styrene (ABS), polylactic acid (PLA) and styrene-ethylene-butylene-styrene polymer (SEBS). The model's validation is made possible by conducting for the first time dedicated EAM screw-freezing experiments combined with appropriate image/data analysis and inputting rheological data. It is showcased that the (overall) processing temperature is crucial to enable similar melting efficiencies. The melting mechanism can vary with the material type. For ABS, an initially large contribution of viscous heat dissipation is observed, while for PLA and SEBS thermal conduction is always more relevant. It is highlighted based on scanning electron microscopy (SEM) analysis that upon properly tuning the finalization of the melting point within the envisaged melting zone, better final material properties are achieved. The model can be further used to find an optimal balance between processing time (e.g., by variation of the screw frequency) and material product performance (e.g., strength of the printed polymeric part).
为了提高通过基于挤出的增材制造(EAM)利用颗粒实现的聚合物部件的产品质量,需要对熔融过程进行良好的控制。在本工作中,我们展示了一种先前开发的使用拖曳框架的熔体去除方法在支持这种改进方面的优势。该模型从传统挤出缩小而来,已成功针对基于颗粒的EAM(即微挤出)进行了验证,使用了三种具有不同测量流变行为的材料类型,即丙烯腈-丁二烯-苯乙烯(ABS)、聚乳酸(PLA)和苯乙烯-乙烯-丁烯-苯乙烯聚合物(SEBS)。通过首次进行专门的EAM螺杆冻结实验,并结合适当的图像/数据分析以及输入流变数据,实现了该模型的验证。结果表明,(整体)加工温度对于实现相似的熔融效率至关重要。熔融机制会因材料类型而异。对于ABS,观察到粘性热耗散最初有很大贡献,而对于PLA和SEBS,热传导始终更为重要。基于扫描电子显微镜(SEM)分析强调,在设想的熔融区内适当调整熔点的完成情况时,可以获得更好的最终材料性能。该模型可进一步用于在加工时间(例如通过改变螺杆频率)和材料产品性能(例如打印聚合物部件的强度)之间找到最佳平衡。