Chang Yung-Hsiang, Chen Shia-Chung, Ting Yu-Hung, Feng Ching-Te, Hsu Chi-Chuan
R&D Center for Smart Manufacturing, Chung Yuan Christian University, Taoyuan City 320314, Taiwan.
Department of Mechanical Engineering, Chung Yuan Christian University, Taoyuan City 320314, Taiwan.
Polymers (Basel). 2022 Jul 2;14(13):2720. doi: 10.3390/polym14132720.
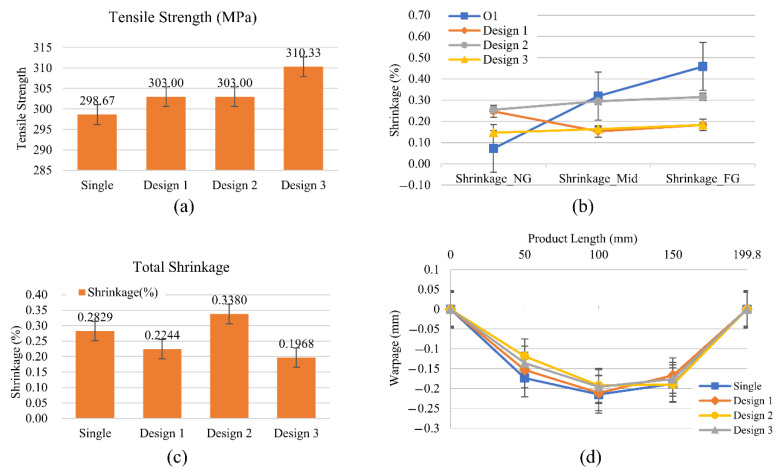
Injection molding is an effective mass production process for plastic, partly due to a number of advantages such as complex shape moldability, material selectivity, and a rapid process cycle. However, highly labor-based conventional production restrains the development of the industry. Experience-driven molding setups are used to trial the mold process, and also for quality checking the molded part for mass production. There is no effective solution for maintaining the production stability and defect-free adjustment. This study aimed to establish scientific packing pressure setup technology to optimize the molded part quality and the stability of consecutive production. The dynamic packing pressure setup technology for molded part quality and the process stability were investigated. This not only achieves the optimization of the packing pressure setup, but the stabilization of quality in mass production. Four major qualities were discussed in this study including tensile strength, regional deviation on shrinkage, total shrinkage, and warpage. The qualities improved by up to 3.9%, 92.9%, 41.9%, and 9.2%, respectively. A series of pilot runs of 300 cycles for two packing pressure control methods were tested to investigate the stability of the qualities. Dynamic packing pressure control improved the weight replication by 54%, reduced total shrinkage by 23%, and improved the warpage by 12%.
注塑成型是一种有效的塑料大规模生产工艺,部分原因在于它具有诸多优点,如能够成型复杂形状、可选择材料以及工艺周期短等。然而,基于大量人工的传统生产方式限制了该行业的发展。基于经验的成型设置用于试验模具工艺,也用于对大规模生产的成型部件进行质量检查。目前尚无有效的解决方案来维持生产稳定性和无缺陷调整。本研究旨在建立科学的保压设置技术,以优化成型部件质量和连续生产的稳定性。研究了用于成型部件质量和工艺稳定性的动态保压设置技术。这不仅实现了保压设置的优化,还实现了大规模生产中质量的稳定。本研究讨论了四个主要质量指标,包括拉伸强度、收缩率的区域偏差、总收缩率和翘曲。这些质量指标分别提高了3.9%、92.9%、41.9%和9.2%。对两种保压控制方法进行了300次循环的一系列试生产,以研究质量的稳定性。动态保压控制使重量复制精度提高了54%,总收缩率降低了23%,翘曲改善了12%。