Singh Gurpreet, Kumar Harish, Kansal Harmesh Kumar, Sharma Kamal, Kumar Raman, Chohan Jasgurpreet Singh, Singh Sandeep, Sharma Shubham, Li Changhe, Królczyk Grzegorz, Królczyk Jolanta B
Department of Mechanical Engineering, Chandigarh University, Mohali 140413, India.
Department of Mechanical Engineering, University Institute of Engineering and Technology, Chandigarh 160023, India.
Micromachines (Basel). 2022 Jul 23;13(8):1168. doi: 10.3390/mi13081168.
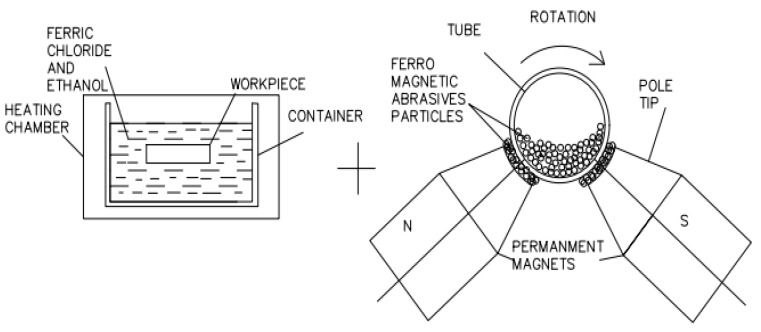
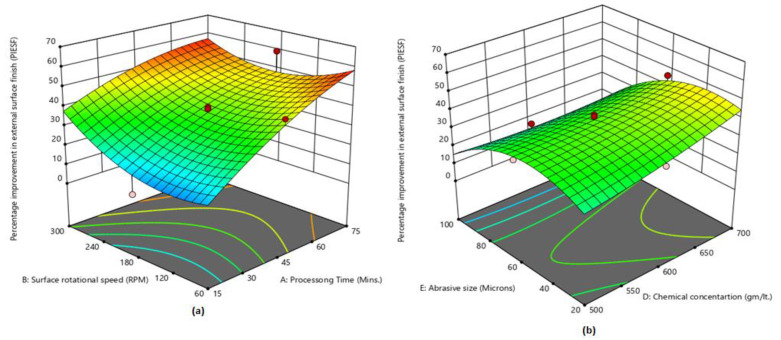
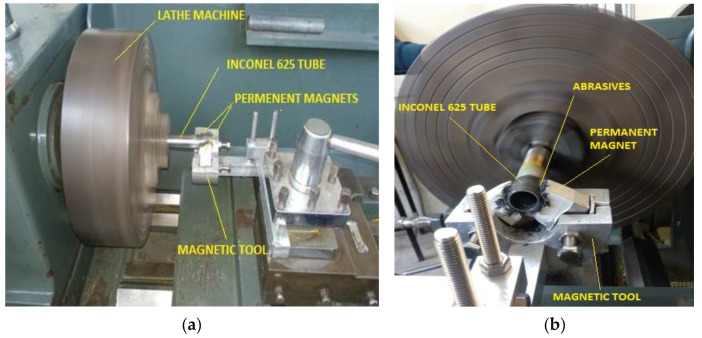
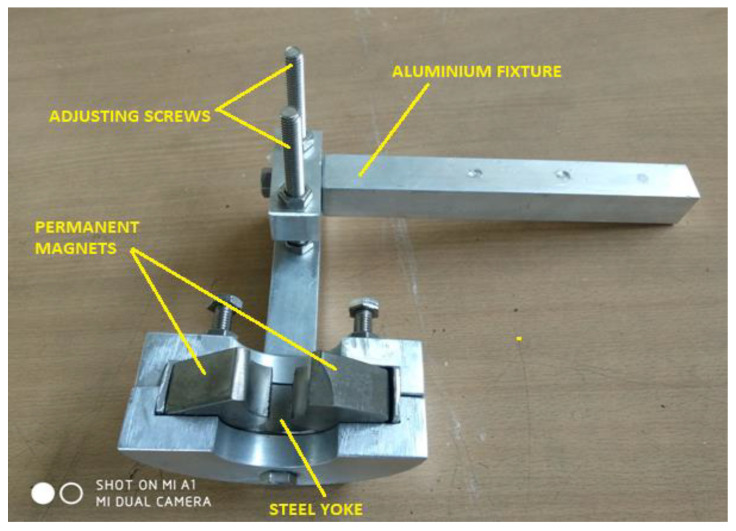
The demand for the surface integrity of complex structures is drastically increasing in the field of aerospace, marine and automotive industry. Therefore, Inconel alloy, due to its superior attributes, has a wide scope for the improvement in surface integrity. To achieve the precise surface finish and enhance the process performance, process optimization is necessary. In current paper, chemically assisted MAF process parameters were optimized using the genetic algorithm (GA) approach during finishing of Inconel 625 tubes. Regression models were developed for improvement in internal surface finish (PIISF), improvement in external surface finish (PIESF), and material removal (MR) using Design expert software. Then, the surface microstructure of Inconel 625 tubes was analyzed using scanning electron microscopy (SEM). ANOVA analysis predicts that processing time and abrasive size have the highest percentage contribution in improving the surface finish and material removal. Multioptimization results suggested to set the level of processing time (A) at 75 min, surface rotational speed (B) at 60 RPM, weight % of abrasives (C) at 30%, chemical concentration (D) at 500 gm/lt and abrasive size (E) at 40 microns to obtain optimal parameters for PIISF, PIESF and MR responses.
在航空航天、船舶和汽车工业领域,对复杂结构表面完整性的要求正在急剧增加。因此,因科镍合金由于其卓越的性能,在改善表面完整性方面有很大的空间。为了实现精确的表面光洁度并提高加工性能,工艺优化是必要的。在当前论文中,在因科镍合金625管材的精加工过程中,使用遗传算法(GA)方法对化学辅助磁流变抛光工艺参数进行了优化。使用Design expert软件建立了用于改善内表面光洁度(PIISF)、改善外表面光洁度(PIESF)和材料去除率(MR)的回归模型。然后,使用扫描电子显微镜(SEM)分析了因科镍合金625管材的表面微观结构。方差分析预测,加工时间和磨料尺寸对改善表面光洁度和材料去除率的贡献百分比最高。多目标优化结果建议将加工时间(A)设置为75分钟,表面转速(B)设置为60转/分钟,磨料重量百分比(C)设置为30%,化学浓度(D)设置为500克/升,磨料尺寸(E)设置为40微米,以获得PIISF、PIESF和MR响应的最佳参数。