Kościuszko Artur, Rojewski Mateusz, Nowinka Bartosz, Patalas Filip
Department of Manufacturing Techniques, Faculty of Mechanical Engineering, Bydgoszcz University of Science and Technology, Kaliskiego 7, 85-796 Bydgoszcz, Poland.
Gebo Technic-Engineering Ltd., Jeżynowa 21, 86-005 Zielonka, Poland.
Materials (Basel). 2022 Oct 12;15(20):7079. doi: 10.3390/ma15207079.
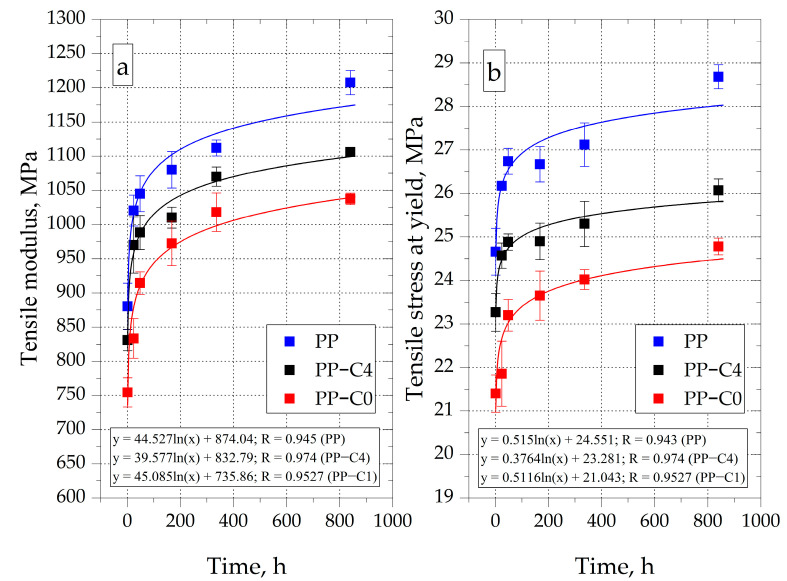
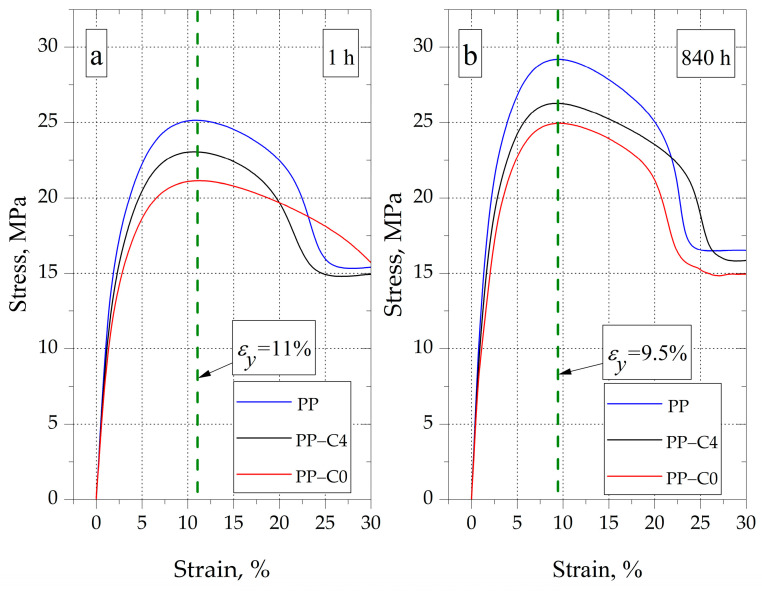
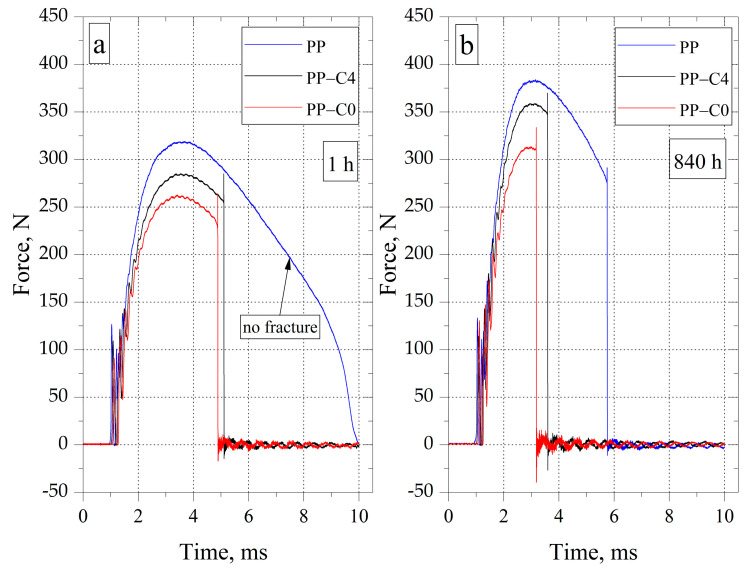
Cellular injection molding is a common method of modifying polymer materials aimed at reducing the sink marks on moldings' surfaces while reducing their weight. However, the dimensions of polypropylene (PP) samples as well as their mechanical properties after the injection molding process change as a result of re-crystallization. Knowledge of dimensional accuracy and awareness of the change in mechanical properties of products during conditioning are very important aspects in the polymer processing industry. The aim of this study was to assess the changes in the value of processing shrinkage and the size of the sink marks of porous PP moldings depending on the degree of porosity and the time since they were removed from the injection mold cavity. Studies of the structure and mechanical properties of moldings were carried out after several conditioning time intervals. The maximum conditioning time of samples was 840 h at 23 °C. Based on the analysis of the test results, it was found that the cellular injection molding process with the holding phase reduces the nucleation of gas pores, which results in a smaller reduction of sink marks than in the case of samples produced without the holding phase. However, PP moldings with a porosity degree equal to 8.9% were characterized by a higher shrinkage value after 1 h of conditioning, compared to moldings with porosity equal to 3.6%. The extension of the conditioning time also resulted in an increase in the value of linear shrinkage and the properties determined during tensile tests of solid and porous samples. Furthermore, in the case of samples with the highest porosity, the impact strength was reduced by about 30% after 840 h of conditioning compared to results obtained after 1 h.
微孔注射成型是一种改性聚合物材料的常用方法,旨在减少成型品表面的缩痕并减轻其重量。然而,聚丙烯(PP)样品的尺寸及其在注射成型后的机械性能会因再结晶而发生变化。在聚合物加工行业中,了解尺寸精度以及产品在调湿过程中机械性能的变化是非常重要的方面。本研究的目的是评估多孔PP成型品的加工收缩值和缩痕尺寸随孔隙率程度以及从注塑模腔中取出后的时间的变化。在几个调湿时间间隔后对成型品的结构和机械性能进行了研究。样品在23℃下的最大调湿时间为840小时。基于对测试结果的分析,发现带有保压阶段的微孔注射成型工艺减少了气孔的成核,这导致与没有保压阶段生产的样品相比,缩痕的减少幅度更小。然而,孔隙率为8.9%的PP成型品在调湿1小时后的收缩值高于孔隙率为3.6%的成型品。调湿时间的延长还导致了线性收缩值以及实心和多孔样品拉伸试验中所测定性能的增加。此外,对于孔隙率最高的样品,在调湿840小时后的冲击强度相比于1小时后的结果降低了约30%。