Pugatch Michael, Teece Molly, Lee Juhyeong, Patil Nikhil, Dunn Ryan, Hart Kevin, Wetzel Eric, Park Jay H
Department of Plastics Engineering, University of Massachusetts-Lowell, Lowell, 01854, USA.
United States Army Research Laboratory, Aberdeen Proving Ground, MD, 21005, USA.
Sci Rep. 2023 Aug 19;13(1):13538. doi: 10.1038/s41598-023-40855-6.
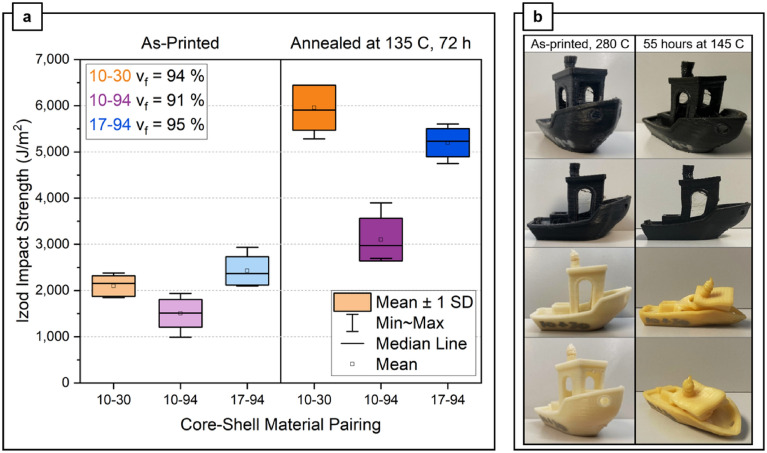
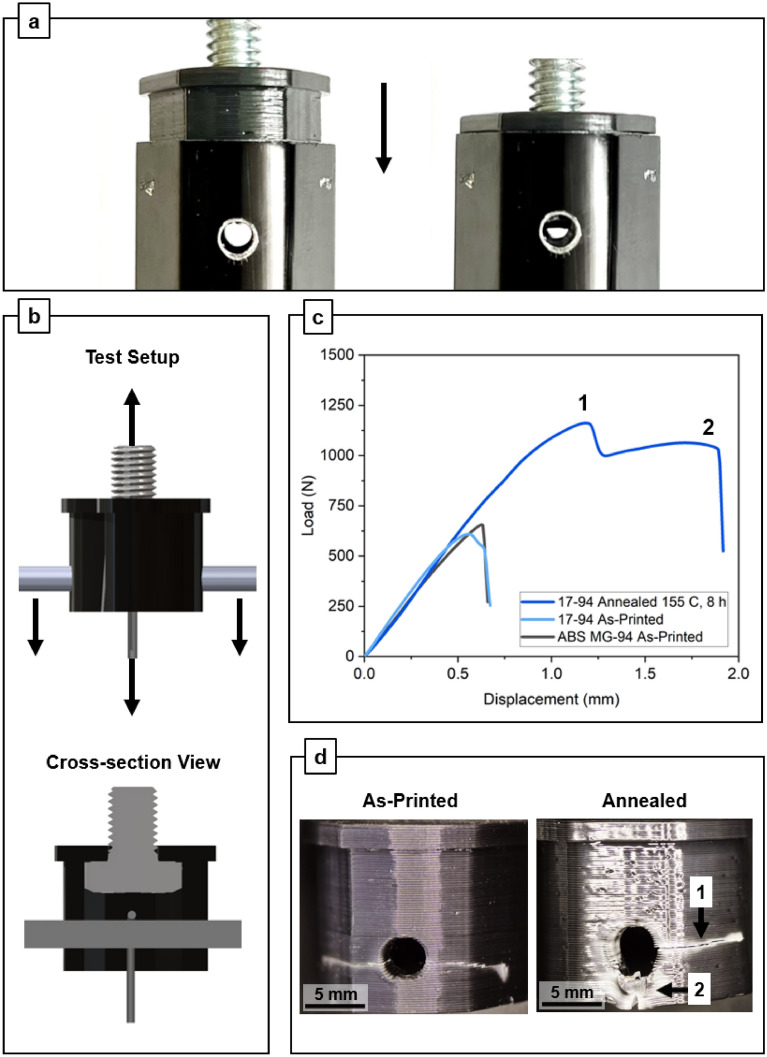
Thermoplastic parts manufactured via fused filament fabrication (FFF) have limited strength and toughness compared to other types of polymer additive and subtractive manufacturing. Low strength results from poor interlayer adhesion, making FFF parts not suitable for most engineering applications. Post processing solutions, such as annealing, enable healing of these interlayers, thus approaching injection molded parts. Prior work demonstrated a core-shell polycarbonate (PC)-acrylonitrile butadiene styrene (ABS) structured dual material filament to provide thermo-structural stability during annealing of the ABS component; however, annealing was limited to relatively low temperatures (135 °C) and required long annealing times (72 h). In the current work, a PC copolymer with a higher glass transition temperature (173 °C) than conventional PC is processed along with an extrusion-grade ABS into a PC-ABS core-shell filament. This improved dual material filament was printed, annealed, and evaluated via Izod impact testing, ultimately yielding 83% of bulk annealed ABS z-direction strength at an accelerated annealing time (8 h) and higher annealing temperature (155-175 °C). A demonstration part is printed with the dual material filament and annealed at 155 °C for 8 h, resulting in excellent dimensional accuracy, and a ductile failure at 73% higher ultimate load compared to the brittle failure of an as-printed part. This work highlights that material selection and design of a bicomponent filament geometry can lead to parts printed with FFF, with increased strength compared to other post-processing techniques at reduced processing times.
与其他类型的聚合物增材制造和减材制造相比,通过熔融长丝制造(FFF)生产的热塑性零件的强度和韧性有限。层间附着力差导致强度较低,使得FFF零件不适用于大多数工程应用。诸如退火等后处理解决方案能够修复这些层间结构,从而接近注塑零件。先前的工作表明,一种核壳结构的聚碳酸酯(PC)-丙烯腈丁二烯苯乙烯(ABS)双材料长丝能够在ABS组件退火过程中提供热结构稳定性;然而,退火温度限制在相对较低的水平(135°C),并且需要较长的退火时间(72小时)。在当前的工作中,一种玻璃化转变温度高于传统PC(173°C)的PC共聚物与挤出级ABS一起加工成PC-ABS核壳长丝。这种改进的双材料长丝经过打印、退火,并通过悬臂梁冲击试验进行评估,最终在加速退火时间(8小时)和更高的退火温度(155-175°C)下,获得了块状退火ABS z方向强度的83%。用这种双材料长丝打印了一个示范零件,并在155°C下退火8小时,结果显示尺寸精度极佳,与未退火零件的脆性失效相比,在极限载荷提高73%时出现韧性失效。这项工作突出表明,双组分长丝几何形状的材料选择和设计能够使FFF打印的零件在缩短加工时间的情况下,比其他后处理技术具有更高的强度。