Laboratory for Biomechanics and Biomaterials, Department of Orthopedic Surgery - Annastift DIAKOVERE, Hannover Medical School, Hannover, Germany.
Institute of Production Engineering and Machine Tools, Leibniz University Hannover, Garbsen, Germany.
PLoS One. 2024 Nov 18;19(11):e0313964. doi: 10.1371/journal.pone.0313964. eCollection 2024.
Modular hip implants enables a more precise adaptation of the prosthesis to the patient's anatomy. However, they also carry the risk of increased revision rates due to micromotion at the taper junction. In order to minimize this risk, one potential solution is to establish an adhesive bond between the metal taper junctions. Load-stable bonding techniques, already successfully employed in dentistry for connecting materials such as metals and ceramics or different alloys, offer a promising approach. Nevertheless, the bond strength of tapered adhesive bonds in modular hip implants has not been investigated to date.
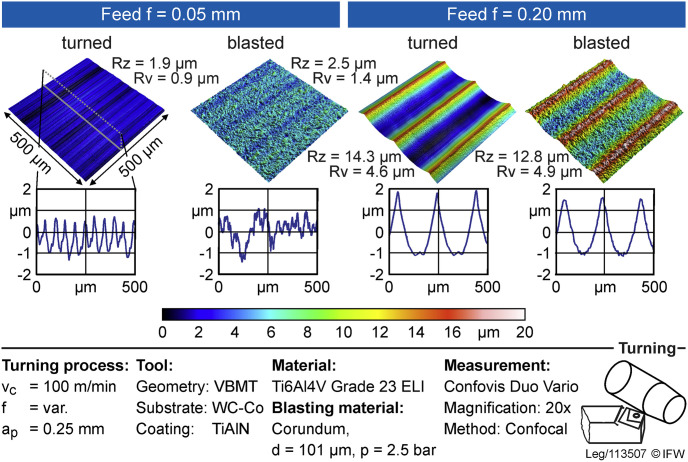
Twenty-eight tapered junctions, consisting of a taper (female taper) and a trunnion (male taper) were turned using TiAl6V4 ELI (n = 16) and CoCr28Mo6 (n = 12). The process parameters cutting speed (vc = 50 m/min or 100 m/min) and feed (f = 0.1 mm, 0.05 mm or 0.2 mm) were varied for the trunnions. For each set of process parameters, one trunnion and one taper were additionally subjected to sandblasting. To investigate the effect of geometry, angular mismatch in the samples were measured. The taper pairs were bonded with a biocompatible adhesive, and push-out tests were subsequently performed.
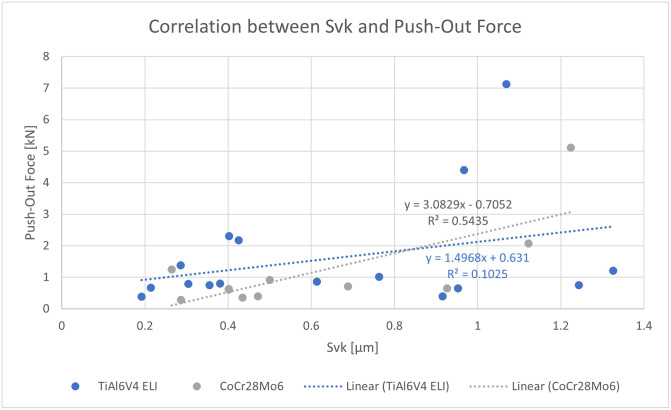
The push-out forces generated from the taper connections where both tapers were sandblasted showed a mean push-out force of 5.70 kN. For the samples with only the trunnion sandblasted, the mean force was 0.58 kN, while for the samples with only taper sandblasted the mean push-out force was 1.32 kN. When neither of the tapers was sandblasted the mean push-out force was 0.91 kN. No significant effect of the process parameters on the push-out force was observed. Only the reduced valley depth Svk showed a slight correlation for the CoCr28Mo6 samples (R2 = 0.54). The taper pairs with taper mismatch (between trunnion and taper) greater than |0.1°| did not show lower push-out forces than the specimens with lower taper mismatch.
Sandblasted and adhesive-bonded tapered connections represent a viable suitable alternative for modular hip implant connections. Slight differences in taper geometry do not result in reduced push-out forces and are compensated by the adhesive. In mechanically joined tapers these differences can lead to higher wear rates. Further investigation under realistic test conditions is necessary to assess long-term suitability.
模块化髋关节植入物可使假体更精确地适应患者的解剖结构。然而,由于在锥度连接处以微运动为特征,它们也增加了翻修率的风险。为了最大限度地降低这种风险,一种潜在的解决方案是在金属锥度连接处建立粘合键。在牙科中,已经成功地采用了负载稳定的粘合技术来连接金属和陶瓷或不同合金等材料,为解决这一问题提供了一个很有前景的方法。然而,迄今为止,模块化髋关节植入物中锥形粘合键的键合强度尚未得到研究。
使用 TiAl6V4 ELI(n = 16)和 CoCr28Mo6(n = 12)制造了 28 个锥形连接,包括一个锥形(母锥形)和一个轴颈(公锥形)。对于轴颈,改变了切削速度(vc = 50 m/min 或 100 m/min)和进给(f = 0.1 mm、0.05 mm 或 0.2 mm)等工艺参数。对于每组工艺参数,一个轴颈和一个锥形还进行了喷砂处理。为了研究几何形状的影响,测量了样品中的角不匹配。使用生物相容性粘合剂将锥形配对,并随后进行了推出试验。
对两个锥形均进行喷砂处理的锥形连接所产生的推出力的平均值为 5.70 kN。对于仅对轴颈进行喷砂处理的样品,平均力为 0.58 kN,而对于仅对锥形进行喷砂处理的样品,平均推出力为 1.32 kN。当两个锥形都没有喷砂处理时,平均推出力为 0.91 kN。工艺参数对推出力没有显著影响。仅 CoCr28Mo6 样品的谷底深度 Svk 显示出轻微的相关性(R2 = 0.54)。锥形不匹配(在轴颈和锥形之间)大于|0.1°|的锥形对的推出力并不低于锥形不匹配较小的试件。
喷砂和粘合的锥形连接为模块化髋关节植入物连接提供了一种可行的替代方案。锥形几何形状的微小差异不会导致推出力降低,并且由粘合剂进行补偿。在机械连接的锥形中,这些差异会导致更高的磨损率。需要在实际测试条件下进一步研究以评估长期适用性。